Sensoren Optische
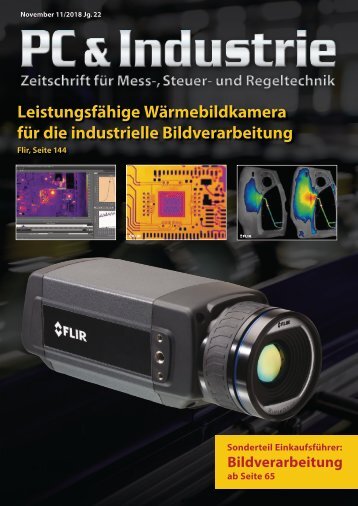
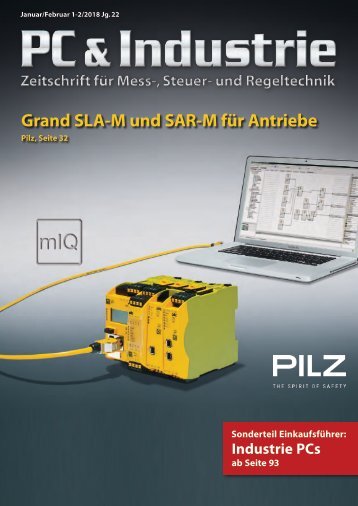
Sensoren Optische Sensoren für Anwendungen im Hochvakuum Bild 1: Reflexions-Sensor in ultraflacher Bauweise 1,7 mm für die Installation innerhalb einer Vakuumkammer In der Beschichtungs- und Bedampfungstechnik oder bei der Halbleiter-Herstellung werden wichtige Prozessschritte, die chemisch und physikalisch auf eine besonders störungsfreie Umgebung angewiesen sind, im Vakuum ausgeführt. Je nach geforderten Gütegraden der Abläufe kann das Vakuum dabei Werte bis 10 - 8 mbar erreichen, in besonderen Fällen sogar darüber hinaus gehen. Die Automatisierung von Fertigungsabläufen stellt in diesem Umfeld sehr hohe Anforderungen an die eingesetzte Sensorik. Herkömmliche optische Sensoren sind für diese Umgebungsbedingungen grundsätzlich ungeeignet, sieht man von den indirekten Lösungen über Schaugläser, die in die Wände der Prozesskammern eingelassen werden, einmal ab. Diese machen dann zwar grundsätzlich den Einsatz von Standard- Optosensoren möglich, können aber anspruchsvolle Applikationen selten zufriedenstellend lösen. Bei nicht unerheblichen Kosten vergrößern sie die Wirk-Abstände zwischen Sensor und Objekt signifikant, was besonders für Detektionen mit hohem Genauigkeitsanspruch von Nachteil ist. Die Wirkung von eventuellem Niederschlag an den Scheiben muss ebenso berücksichtigt werden, wie die Wirkung mechanischer Deformationen, die beim Evakuieren entstehen. Müssen Optosensoren aus konstruktiven Gründen direkt im Vakuum verbaut werden, können die Anforderungen an Form, Funktion und Material mitunter sogar extrem ausfallen. Außer bei ganz einfachen Abfrage-Aufgaben sind vakuumtaugliche Optosensoren deshalb fast immer das Ergebnis eines sehr individuellen Ansatzes und haben mit Katalog-Produkten nur noch wenig zu tun. Die STM Sensor Technologie München GmbH ist der weltweit führende Hersteller von optischen Sensoren für den Einsatz im Hochvakuum. Mit einem außergewöhnlichen Konstruktionskonzept, das auf einem Modul-System miniaturisierter optoelektronischer Präzisionsbaugruppen beruht, können einerseits die technisch wichtigen Grundanforderungen, die ein Einsatz im Ultrahochvakuum stellt, erfüllt werden und andererseits können die funktionellen Lösungen durch die Variabilität des Baukastensystems ungewöhnlich schnell und kostengünstig zu individuellen Sensor- Ausführungen umgesetzt werden. Anforderungen an optische Sensoren für Anwendungen im Vakuum Die Erzeugung von hohem Vakuum ist immer mit einem technischen und meist auch mit einem zeitlichen Aufwand verbunden. Um beides im Sinne einer ökonomischen Massenfertigung kontrollierbar zu halten, wird versucht das evakuierte Volumen der Prozesskammern, einschließlich der zur Beschickung notwendigen Schleusen, konstruktiv so gering wie möglich zu gestalten. In der Folge gibt es, neben den extremen Umgebungsbedingungen, in solchen Anwendungsbereichen meist gleichzeitig auch extreme Beschränkungen für die Installation. Aus unterschiedlichen Gründen muss der wesentliche Teil der elektronischen Peripherie solcher Anlagen, wie z.B. auch die Verarbeitung der Sensorsignale, zwangsläufig in Bereiche außerhalb dieser kritischen Prozesszonen verlagert werden. Kunststoffe neigen in hohem Vakuum dazu auszugasen und damit den Prozess zu verunreinigen. Es gibt nur wenige Kunststoffe, die unter diesem Aspekt für den Einsatz im Hochvakuum geeignet sind. In der Kombination mit anderen geforderten physikalischen Eigenschaften wie optischem oder thermischem Verhalten bleiben meist nur ganz wenige Möglichkeiten für eine optimale Lösung. Bei optischen Sensoren, die für den Einsatz in Vakuumkammern geeignet sind, unterscheidet man zwei grundsätzliche Konstruktionsarten: Wandmontage des Sensors Bei dieser Art von Lösung wird der Sensor durch die Wand der Bild 2: Beispiel für einen Reflexions-Sensor mit optischer Hintergrundausblendung in Einschraub-Ausführung 10 PC & Industrie 11/2012
Sensoren Kammer geführt, weil er z.B. von außen für Einstellungen oder einen Wechsel zugänglich sein soll. Die Optik ist in den Sensorkopf integriert. Das Gehäuse des Sensors übernimmt dabei immer auch eine Abdichtfunktion. Je nach Anwendung können die Anforderungen an die Dichtung sehr hoch sein. Montage im Innenraum der Vakuumkammer Hier befindet sich der Sensor vollständig innerhalb der Vakuumkammer. Die elektrischen Rohsignale werden über eine Vakuumdurchführung, wie sie in der Regel in jeder Anlage vorhanden sind, nach außen geleitet und dort weiter verarbeitet. Wichtigste Größe für die Konstruktion wird dabei die Auswahl geeigneter Werkstoffe für Gehäuse, Optiken und elektrische Leitungen. Entscheidend sind deren chemisch-physikalische Eigenschaften und ihre Wirkung auf die Vakuumprozesse selbst. Charakteristische Merkmale Die speziellen Optosensoren von STM eignen sich aus mehreren Gründen ideal für den Einsatz im Hochvakuum: Gemeinsames Konstruktionsprinzip aller STM-Sensoren aus der MICROmote-Familie ist der einfache Aufbau aus patentierten mikrooptischen Bauelementen. Diese von STM hergestellten Präzisions-LEDs und Fototransistoren mit außergewöhnlichen optischen Eigenschaften sind bereits vollständige Sender- und Empfänger-Baugruppen, die für die Anwendung mit einer separaten Elektronik ausgelegt sind. Die Gesamtbaugröße eines Sensors ergibt sich aus den Minimaldimensionen, die notwendig sind, um in der richtigen räumlichen Anordnung von Sender und Empfänger die benötigte optische Funktion darzustellen. Die umschließenden Gehäuse bekommen damit eine rein mechanische Halteaufgabe und haben in der Regel nichts mehr mit den optischen oder elektrischen Eigenschaften des Sensors zu tun. Dementsprechend frei können Materialien und Formen, bzw. auch Herstellungsverfahren gewählt werden. Normalerweise werden inerte Materialien aus einer Liste von zugelassenen Stoffen gewählt, die den umgebenden Prozess nach Möglichkeit nicht beeinflussen. Nach Abklärung des funktionellen Platzbedarfs kann die Gehäusekonstruktion in den meisten Fällen dem Kunden überlassen werden. Je nach gewählter Ausführung kann das Gehäuse entweder in engste Stellen innerhalb einer Vakuumkammer eingepasst oder für den Fall der Wandmontage mit der bevorzugten Dichtfunktion versehen werden. Die eigentliche Sensorfunktion bleibt davon weitgehend unberührt. Bei Optosensoren mit Dichtungsfunktion wird am Ende des Herstellungsprozesses, neben allen funktionellen Prüfungen für den Sensor meist noch eine Prüfung der Dichtheit der gesamten Konstruktion einschließlich der Dichtungen durchgeführt. Maximal zulässige Leckraten werden vom Anwender definiert, bei STM protokolliert und unter der jeweiligen Seriennummer gespeichert. Sensoren, die innerhalb von Vakuumkammern installiert werden, erhalten, neben ihrer platzsparenden Form, Zuleitungen mit möglichst inerten Mantelmaterialien. In den meisten Fällen wird dafür Teflon gewählt, aber auch PEEK oder Kapton kommen, je nach Festlegung des Anwenders, dafür in Frage. An den wenigen Stellen, an denen optische Kunststoffe unvermeidbar bleiben, werden vakuumtaugliche Materialien eingesetzt. So werden z.B. die Mikrooptiken der Sender-/ Empfängerbaugruppen aus Polymeren mit Raumfahrtzulassung gegossen. Wegen ihrer minimalen Baugröße kann ein verbleibender Ausgasungseffekt nur an winzigen Oberflächen stattfinden. Besondere Ausführungen dieser Optosensoren konnten so bereits Zulassungen für den Einsatz im Ultrareinstvakuum erhalten. Neben den beschriebenen technischen Vorteilen erlaubt das einzigartige Modular-System von STM dabei weitgehend individuelle Gestaltung der Sensoren, bei niedrigen Kosten und extrem schneller Umsetzungszeit. • STM Sensor Technologie München GmbH www.stmsensors.de Intelligenter Alleskönner Die Firma Lütze erweitert seine Microcompact Signalwandler-Serie LCON um ein 6,2 mm schlankes Kombigerät bestehend aus Analog/Analog- Wandler und Analog-Grenzwertschalter. Die Parametrierung des Lütze Kombigeräts mit einer Nennspannung von DC 24 V ist ein- und ausgangsseitig frei einstellbar. Die Konfiguration erfolgt entweder hardwareseitig über DIP-Schalter oder softwareseitig via FDT/DTM. Die Treiber sowie die Software zur Parametrierung stellt das Unternehmen kostenlos zum Download zur Verfügung. Der Signalwandler eignet sich insbesondere zur Drehzahlüberwachung und Stillstandserkennung. Über den integrierten A/A-Wandler lassen sich einals auch ausgangsseitig die Kanäle in den Bandbreiten von 0 - 10 V, 0 - 20 mA, 2 - 10 mA, 0 - 5 V, 1 - 5 V, 2 - 10 V oder frei parametrieren. Gleichermaßen frei programmierbar via FDT/DTM ist der Grenzwertschalter, der als Halbleiter ausgeführt ist. Er bietet eine maximale Schaltspannung bis DC 30 V bei einem Schaltstrom bis maximal 100 mA. Die 4-Wege- Trennung mit einer Isolationsspannung von 2,5 kV sorgt für „sichere Trennung“. Die Statusanzeige erfolgt über LED. • Friedrich Lütze GmbH info@luetze.de www.lutze.com Lütze Signalwandler, bestehend aus Analog/Analog-Wandler und Analog-Grenzwertschalter. PC & Industrie 11/2012 11