Produktion
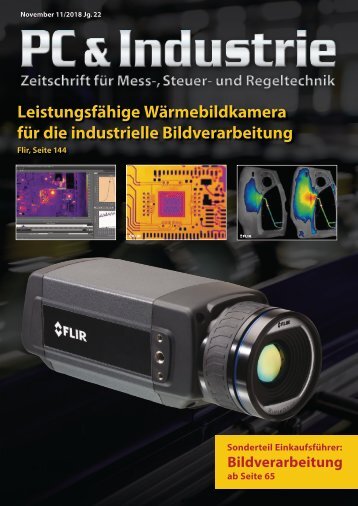
Produktion Femtosekundenlaser im kompakten Industriedesign Bild 1: Ultrakompakte Laseranlage MFT 80: Auf einer Grundfläche von 0,8 x 0,8 m sind alle Hilfsaggregate enthalten. Zwischen Faser- und Femtosekundenlasern kann frei gewählt werden. Autor Eduard Fassbind ist Geschäftsführer von Swisstec Micromachining im schweizerischen Herisau/AR E-Mail: e.fassbind@ swisstecag.com Ultrakurzpulslaser sind in vielerlei Hinsicht ideale Werkzeuge für die Mikrobearbeitung. Das volle Potenzial dieser Laserklasse kann aber nur durch anwendungsgerechte und industrietaugliche Gesamtsysteme erschlossen werden. Ein besonders kompaktes System wurde auf der Laser World München als Weltneuheit vorgestellt. Das Schneiden, Bohren, Schweißen und Strukturieren gehört heute zum Standardrepertoire in der Lasermikrobearbeitung, und dies in einem breiten Werkstoffspektrum. Getrieben wird die weitere Entwicklung nicht zuletzt durch neue und zuverlässige Strahlquellen, die eine präzise, materialschonende und gleichzeitig nachbearbeitungsfreie Bearbeitung möglich machen. Zu den wohl vielversprechendsten Strahlquellen sind heute die Ultrakurzpulslaser zu zählen, die sowohl Piko- als auch Femtosekundenlaser umfassen. Die Industrialisierung nimmt Fahrt auf Waren diese Laser noch bis vor wenigen Jahren vor allem im Forschungsumfeld zu finden, so ist ihre Industrialisierung heute in vollem Gange. Namhafte Unternehmen der Halbleitertechnik und Displayfertigung setzen Pikosekundenlaser heute in vollautomatisierten Produktionsstraßen ein. Durch Skaleneffekte und die in diesen Branchen geforderte sehr hohe Verfügbarkeit konnten ps-Laser den Nimbus des aufwendigen, teuren und sensiblen Laborwerkzeugs abstreifen. Mit Leistungen bis zu 100 W – in Laboraufbauten sogar bis in den kW-Bereich hinein – und Repetitionsraten bis zu 1 MHz werden Pikosekundenlaser zum Standardwerkzeug in der Mikrobearbeitung und für immer mehr Jobshops interessant. Als zweite Gruppe innerhalb der Ultrakurzpulslaser befinden sich Femtosekundenlaser ebenfalls an der Schwelle zu einer breiteren industriellen Anwendung. Im Vergleich zu Pikosekundenlasern können fs-Laser als entscheidenden Vorteil für sich verbuchen, für praktisch alle Materialien geeignet zu sein. Vom Faser- zum Femtosekundenlaser Swisstec Micromachining nutzt seit Jahren erfolgreich Faserlaser mit einer mittleren Leistung von 50 bis 400 W zum Feinschneiden von Stents sowie zum Schweißen und Bohren von weiteren medizintechnischen Produkten wie Hypotubes, Nadeln, Endoskopen oder Kanülen. Mit Schnittbreiten von 10 bis 30 µm im produktiven 24/7-Betrieb erreichen Laseranlagen wie die „MFT 80/ 120/ 160“ Schnittgeschwindigkeiten von mehr als 3000 mm/min im µm-Bereich. Die Vorteile der Ultrakurzpulslaser hat Swisstec früh erkannt und entsprechende Systeme ausführlichen Tests unterzogen. Dabei zeigte sich besonders bei Femtosekundenlasern ein großes Anwendungspotenzial für Anwendungen in der Medizintechnik, der Sensorik sowie der Luft- und Raumfahrt. „All in one“-Integration aller Nebenaggregate Aus diesem Grund hat Swisstec viel Entwicklungsarbeit investiert, um den Anwendern einen komfortablen Zugang zur Ultrakurzpuls-Lasertechnik zu eröffnen. Dabei ging es nicht zuletzt darum, äußerst kompakte Laseranlagen anbieten zu können, die innerhalb eines standardisierten und modularen Granitrahmens eine flexible Auswahl der Strahlquelle erlauben. Ein wesentliches Entwicklungsziel war es zudem, auf kleinstmöglichem Bauraum alle benötigten Hilfsaggregate unterzubringen. Mit der Laseranlage MFT 80 ist dieses Entwicklungsziel erreicht worden: Bei einer Grundfläche von 0,8 x 0,8 m ist die Maschine nicht nur äußerst kompakt. In diesem kompakten Gehäuse sind zugleich alle Hilfs- und Nebenaggregate enthalten (Bild 1). Damit ist die Maschine die derzeit kompakteste All-in-one-Laseranlage auf dem Weltmarkt. Bei gleichem Design kann außerdem zwischen Faser- oder Femtosekundenlasern frei gewählt und innerhalb überschaubarer Zeit umgerüstet werden. Um dieses Ziel zu erreichen, wurden zunächst die Kinematik und die Anordnung des Strahlengangs modifiziert. Auch bei den Kühl- und Nebenaggregaten selbst wurden neue Wege beschritten. Zum Einsatz kommen nun kompakte Kühlaggregate auf Basis von Peltier-Elementen, die nur noch einen Bruchteil des ursprünglichen Bauraums beanspruchen, und dies bei gleichzeitig reduziertem Energieverbrauch. Klein im Bauraum, stark in der Leistung Auch unter „Green Energy“- Aspekten ist damit ein deutlicher Entwicklungssprung geglückt. Der stabile Granitrahmen trägt ein Übriges dazu bei, dass die MFT 80 in Bezug auf die Temperaturstabilität und Vibrationsdämpfung beste Voraussetzungen für eine hochpräzise Fer- 30 meditronic-journal 2/2013
Produktion Bild 2: Hypotube aus SS, grat- und schlackefrei geschnitten mit einem Faserlaser bei circa 2500 mm/min Schnittgeschwindigkeit. Die Schnittfuge beim Zapfen ist gleichzeitig der Schnittspalt von circa 10 bis 12 µm. Bild 3: Polymer-Stent, geschnitten mit einem Femtosekundenlaser bei einer Schnittgeschwindigkeit von ca. 2000 mm/min und einem Schnittspalt von ca. 8 bis 10 µm. Es sind keine Grate oder Schlackeanhaftungen erkennbar. Bild 4: Nitinol-Stent, geschnitten mit einem Faserlaser bei einer Schnittgeschwindigkeit von circa 1000 mm/min. tigung bietet. Nicht nur im industriellen Umfeld, sondern auch in Forschung und Entwicklung wird auf diese Weise ein komfortables, platzsparendes und erweiterbares Konzept bereitgestellt, das in Bezug auf den Arbeitsschutz industriellen Anforderungen vollauf genügt. Im Gegensatz zum Bauraum wurden bei den Leistungsdaten der Anlage keinerlei Abstriche gemacht. Aufgrund des modularen Baukastensystems und trotz dieser kompakten Abmaße kann Swisstec anwendungsspezifisch maßgeschneiderte Systemlösungen anbieten, die unterschiedliche Achskonfigurationen umfassen. Modulbauweise für maßgeschneiderte Maschinen So sind Schneidlängen bis 1.000 mm und Rohrdurchmesser von 0,1 bis 30 mm anwendungsgerecht konfigurierbar. Innerhalb weniger Minuten kann zudem von einer Rohr- auf eine Flachteile- Bearbeitung umgerüstet werden. Modulare Rohrführungen in Verbindung mit voll automatischen Rohrlademagazinen sind ebenso verfügbar wie diverse Roboterund Handlingsysteme für die Entnahme der geschnittenen Teile. Standardmäßig wird das Rohr mittels einer linearmotorbetriebenen X-Achse bewegt. Die Drehbewegung in der A-Achse erfolgt in hochpräzisen Kugellagern mit Direktantrieb. Der Laserkopf wird in diesem Fall also nicht bewegt. Wünscht der Anwender einen Offset-Schnitt, der nicht ins Zentrum des Rohrs zeigt, werden zusätzliche NC-Achsen implementiert. Diese bewegen den Laserkopf horizontal und vertikal und können den Fokuspunkt entsprechend dem Rohrradius dynamisch nachführen. Im Modell MFT kann durch eine zusätzliche 180-Grad- Schwenkachse eine voll synchrone 5-Achs-Bewegung realisiert werden. Die Wiederholgenauigkeit der Achsen beträgt 0,1 µm (optional 0,01 µm) und wird durch Glasmaßstäbe sichergestellt. Durch dieses Feature können selbst komplexe Strukturen produziert und der Anwendungsbereich deutlich erweitert werden. Dank eines minimalen Laserfokus von weniger als 10 µm und einer hohen Wiederholgenauigkeit von 0,1 µm sind mit Swisstec-Anlagen sehr hohe Genauigkeiten und Schnittgeschwindigkeiten erzielbar. Minimaler Laserfokus Der Femtosekundenlaser selbst verfügt über einen minimalen Laserfokus von weniger als 10 µm. Die Leistung beträgt 10 W (optional bis 100 W) bei einer frei programmierbaren Pulsfrequenz zwischen 100 kHz und 1 MHz. Diese hohe Variabilität eröffnet ein breites Anwendungsfenster und Materialspektrum. Interessant ist das Konzept damit vor allem für die Bearbeitung von Nitinol, Kobalt-Chrom, Titan, Magnesium oder temperaturempfindlichen (Bio-)Polymeren, wie sie häufig in der Stentproduktion anzutreffen sind (Bilder 2 bis 5). Auch in Bezug auf die Schnittgeschwindigkeit erreichen fs-Laser praxisgerechte Werte, beim Schneiden von Magnesium beispielsweise 400 mm/min und höher, abhängig von der Wandstärke. Aufgrund der langjährigen Erfahrung in der Bearbeitung dieser Werkstoffe kann Swisstec bei der Implementierung von Femtosekundenlasern tatkräftige Unterstützung bieten. Dazu gehört auch die Erweiterung der Maschinen durch Systeme zur Inline-Prozessüberwachung sowie zur Materialzuführung und Bauteilentnahme. Swisstec Micromachining AG www.swisstecag.com Bild 5: Nitinolrohr mit einer Wandstärke von 250 µm: Die Flanken sind mit einem Femtosekundenlaser geschnitten. Es sind keinerlei Schlackeanhaftungen zu verzeichnen. meditronic-journal 2/2013 31