Einkaufsführer Elektronik Produktion 2015 - Fachzeitschrift für Elektronik-Produktion - Fertigungstechnik, Materialien und Qualitätsmanagement
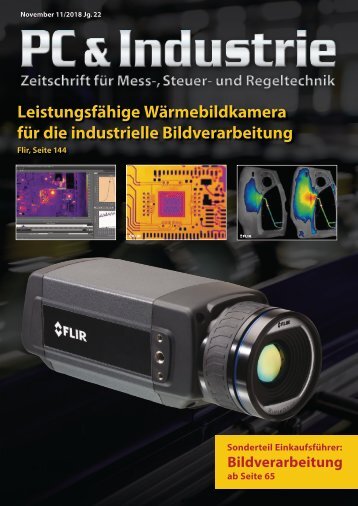
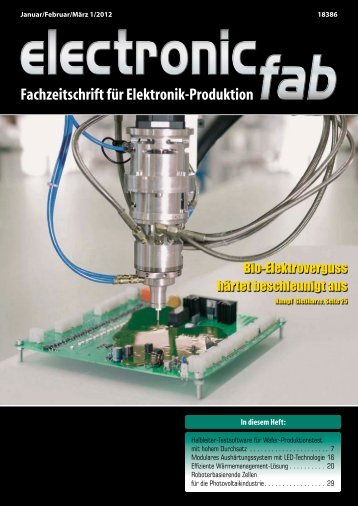
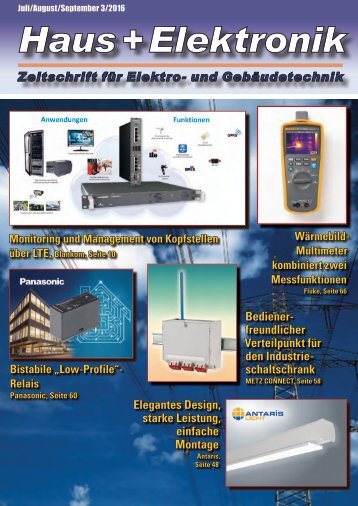
Beschichten/Lackieren/Vergießen Vergussmassen für den Elektro- und Elektroniksektor Bild 1: Links: Verguss eines Sensors; rechts: Verguss einer 1 kV-Abzweigmuffe; jeweils mit einer kalthärtenden 2K-Polyurethan-Vergussmasse. Autoren Dr. Christoph Klinkowski Dr. Michael Piepho ISO-ELEKTRA GmbH Elektrochemische Fabrik www.iso-elektra.de Elektronische Schaltungen sind heute unverzichtbar und dominieren mehr und mehr unseren Alltag. Gleichzeitig steigen die Anforderung an Zuverlässigkeit und Funktionalität der Geräte, einhergehend mit deren Miniaturisierung. Letzte Punkte werden in der Regel durch hohe Integrationsdichten und sensible Schaltungen realisiert. War beispielweise in den 80er Jahren ein Mobiltelefon eine Rarität mit den Ausmaßen eines kleinen Kastens, so besitzt heutzutage nahezu jeder ein handliches Mobiltelefon, welches zusätzlich deutlich mehr Funktionen erfüllt als sein Pendant aus der Vergangenheit. Ebenfalls sind heute elektronische Bauteile an Orten anzutreffen, wo drastische Bedingungen bezüglich Temperatur bzw. Temperaturwechsel, Vibrationen oder aggressiver Medien wie Öle und Kraftstoffe vorherrschen. Ein Beispiel hierfür sind Sensoren im Bereich des Motors aus dem Automotivebereich. Aber selbst in unseren Badezimmern sind Geräte wie die elektrische Zahnbürste oder der elektrische Rasierapparat nicht mehr wegzudenken, die sogar unter der Dusche zuverlässig ihren Dienst erfüllen. All diese Entwicklungen wären ohne den Einsatz von hoch zuverlässigen Vergussmassen undenkbar. Kurz um: Im Elektro- und Elektronik- (E&E) sektor werden Vergussmassen überall dort eingesetzt, wo elektronische Bauteile vor chemischen, mechanischen und Umwelt Störeinflüssen, thermischen Belastungen, Manipulation oder Produktpiraterie geschützt bzw. elektrisch Isoliert werden müssen. Typische Anwendungsfelder sind das Einbetten von Transformatoren, Sensoren, Schaltern, LEDs bis hin zu ganzen bestückten Platinen. Sogar bei Starkstromanwendungen werden Vergussmassen erfolgreich seit Jahrzenten eingesetzt, siehe Bild 1. Dieser Artikel gibt nachstehend einen Überblick über die wichtigsten Materialien für Vergussmassen auf Basis von „Flüssigkunststoffen“ und deren Eigenschaften vor. Vergussmassen Vergussmassen sind keine chemische Verbindungsklasse sondern bezeichnen allgemein Materialien, die während der Verarbeitung flüssig sind, so dass ein Bauteil vergossen werden kann. Anschließend während der sogenannten Härtung erstarren die Materialien durch chemische oder physikalische Bild 2: Darstellung der Epoxidbzw- Oxiranstruktur (rot). Die gewellte Linie zeigt an, dass es sich bei dem Bild um einen Molekülausschnitt handelt. Prozesse zu einem Festkörper. Alle hier im Artikel vorgestellten Materialien erstarren durch chemische Härtung, das heißt eine chemische Reaktion findet statt, in deren Verlauf sich die Bestandteile des flüssigen Materials zu einem Netzwerk verbinden und ein Feststoff erhalten wird. Im Unterschied zu Lacken besitzen Vergussmassen eine hohe Schichtdicke und schützen deswegen Bauteile effektiver vor Störeinflüssen. Vergussmassen können in heißhärtende und kalthärtende Systeme eingeteilt werden. Unter heißhärtenden Vergussmassen werden Systeme verstanden, die zum Ablauf der Härtungsreaktion zwingend für eine gewisse Zeit bei erhöhter Temperatur gehalten werden müssen. Kalthärtende Systeme härten hingegen ohne Zufuhr von Wärme aus. Das heißt allerdings nicht, dass während der Aushärtung von kalthärtenden Systemen keine Wärme frei wird. In der Regel ist bei kalthärtenden Vergussmassen eine Erwärmung des Materials während der Aushärtung zu beobachten, die beträchtlich von dessen chemischer Zusammensetzung abhängt. Weiterhin lassen sich Vergussmassen in 1-Komponenten (1K) und 2-Komponenten (2K) Systeme unterteilen. 1K-Vergussmassen bestehen aus einer 14 2/2015
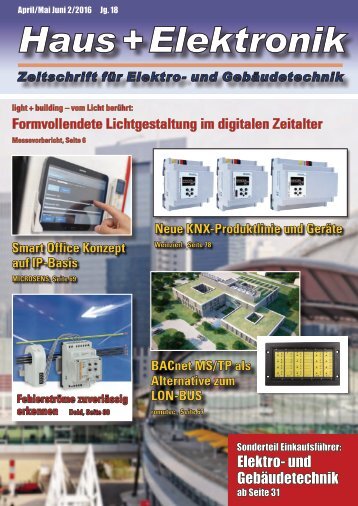
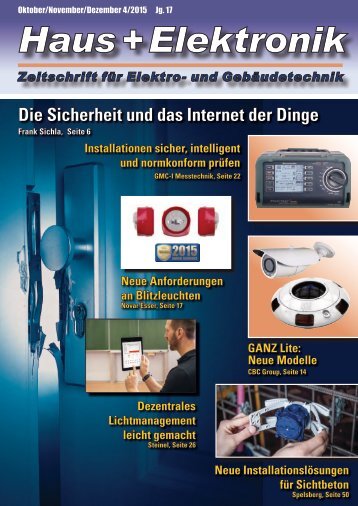
Beschichten/Lackieren/Vergießen Bild 3: Darstellung von Diglycidylethern auf Basis von Bisphenol A (R= CH 3 ) und F (R= H). Die Epoxidgruppe ist farblich hervorgehoben. Komponente und können ohne Vorbehandlung direkt appliziert werden. Hingegen bestehen 2K Systeme aus zwei Komponenten, die vor der Anwendung unbedingt gut vermischt werden müssen. Eine ideale Vergussmasse, die für alle erdenklichen Anwendungen geeignet ist, gibt es nicht. Allerdings kann für nahezu jede Anwendung ein optimal geeigneter Vergussstoff gefunden werden. Daher ist es besonders wichtig, dass ein guter Informationsaustausch zwischen Anwender und Hersteller stattfindet, um ein bestmögliches Endergebnis zu erziehen. Besonders wichtig ist dabei abzuklären, ob im Hand- oder Maschinenverguss gearbeitet werden soll, die Bauteilgeometrie inklusive Vergussvolumen, die Bauteilumgebung und der Einsatzbereich des Bauteils sowie der Kostenrahmen. Die wichtigsten Vergussstoffe bzw. -materialien für den E&E- Sektor basieren auf Epoxiden, Polyurethanen und Silikonen, wobei den Polyurethanen eine besondere Stellung auf Grund ihrer einzigartigen Vielfältigkeit zukommt. Epoxide [1,2,3,4] Epoxide sind eine wichtige Materialklasse, deren Name sich von den an der Bildungsreaktion beteiligten reaktiven Gruppe, der sogenannten Epoxid- oder Oxirangruppe ableitet, siehe Bild 2. Der Name Epoxid stellt ein zusammengesetztes Wort aus dem Präfix „ep“ (griechisch: über bzw. zwischen) und „oxy“ (Sauerstoff) dar. Die Verwendung des Begriffes Epoxidharz ist zum Teil nicht ganz eindeutig, da er sowohl als Synonym für das Harz, welches als reaktive Gruppen Epoxidgruppen enthält, als auch für das ausgehärtete Material, welches durch Reaktion des Harzes mit einem geeigneten Reaktionspartner (Härter) entsteht, verwendet wird. Im ausgehärteten Zustand zeichnen sich Epoxidgießharze in der Regel durch große Härte, gute mechanische Stabilität, gute elektrische Eigenschaften sowie hervorragende chemische Beständigkeit aus. Allerdings besitzen sie häufig auch eine gewisse Sprödigkeit, die durch geeignete Formulierung beeinflusst werden kann. Anzutreffen sind Epoxidharze nicht nur bei Gießharzen, sondern auch in Beschichtungen, Klebern, Lacken und als Konstruktionsmaterial, auch in Kombination mit Fasern als Faserverbundswerkstoffe. Verglichen mit Polyurethanen sind Epoxidharze weniger empfindlich gegenüber Wasser, so dass geöffnete Gebinde nach Gebrauch einfach wieder verschlossen werden können, ohne dass die Produktqualität in Mitleidenschaft gezogen wird. Verarbeitet werden Gießharze auf Basis von Epoxiden üblicherweise als 2K-Systeme. 1K-Systeme sind eher die Ausnahme. Bei Ihnen handelt es sich um besonders reaktionsträge Systeme, bei denen Harz und Härter bereits im Vorfeld vermischt wurden und die Härtungsreaktion erst bei erhöhter Temperatur abläuft. Aus diesem Grund sollten 1K-Epoxidsysteme bei niedrigen Temperaturen gelagert werden. Als Harze kommen primär aromatische Diglycidylether auf Basis des Bisphenol A und F bzw. deren Homologe zum Einsatz, siehe Bild 3. Diese Harze sind bei Raumtemperatur viskose Flüssigkeiten bis niedrig schmelzende Feststoffe. Mit Hilfe von Reaktivverdünnern, bei denen es sich um niederviskose, aliphatische Epoxide handelt, kann die Viskosität des Harzes eingestellt werden. Hierbei sollte beachtet werden, dass ab einer gewissen Menge an Reaktivverdünner die Materialeigenschaften des Endproduktes beeinträchtigt werden. Daneben kommen Harze auf Basis von glycidylierten Phenol/Kresol-Novolaken zum Einsatz, welche eine etwas höhere Epoxid-Funktionalität als die Typen auf Basis von Bisphenol A aufweisen. Als Folge zeigen die ausgehärteten Produkte eine besonders hohe Härte und Glasübergangstemperatur. Speziell zur Anwendung im Außenbereich existieren zusätzlich aliphatische und cycloaliphatische Harze. Die Variation an Eigenschaften wird bei Epoxidgießharzen hauptsächlich durch Verwendung von unterschiedlichen Härtern sowie Additiven bzw. Füllstoffen erreicht und weniger durch die Abänderung der Harz-Komponente. Zur Härtung wird die Epoxid-Komponente mit einem geeigneten Bild 4: Schematische Darstellung der Umsetzung eines Diamins (blau) mit der Epoxid-Gruppe (rot) der Harzkomponente unter Ausbildung von Quervernetzungen. R bezeichnet einen organischen Rest. Reaktionspartner, dem Härter, umgesetzt. Die Einhaltung des exakten Mischungsverhältnisses von Harz zu Härter ist bei Expoxidgießharzen besonders wichtig, um ein optimales Endergebnis zu erhalten. Als Härter werden im E&E-Bereich hauptsächlich Amine und Carbonsäureanhydride verwendet. Daneben existieren noch verschiedene andere Härter, deren ausführliche Behandlung den Umfang dieses Artikels überschreiten würde. Bei der aminischen Härtung von Epoxiden können prinzipiell alle chemischen Verbindungen eingesetzt werden, die aminisch gebundenen Wasserstoff enthalten. Um einen Werkstoff mit den oben beschriebenen Eigenschaften zu erhalten, ist es essentiell, dass Harz oder Härter eine Funktionalität von mehr als zwei aufweist, damit sich während der Aushärtungsreaktion Quervernetzungen ausbilden und ein duromerer Kunststoff entsteht, siehe auch Bild 4. Anmerkung: Unter einem Duromer wird ein Kunststoff verstanden, dessen Makromoleküle untereinander thermisch irreversibel vernetzt sind und eine amorphe Struktur sowie eine große Vernetzungsdichte ausweisen. Duromere sind als Folge unschmelzbar und unlöslich, neigen aber in geeigneten Medien mehr oder weniger stark zum Quellen.[3] Kalthärtende Epoxidgießharz-Systeme werden erhalten, wenn aliphatische Amine als Härter eingesetzt werden. Dabei wird während der Härtung viel Wärme freigesetzt, so dass mitunter hohe Temperaturen in der Masse erreicht wer- 2/2015 15