Löt- und
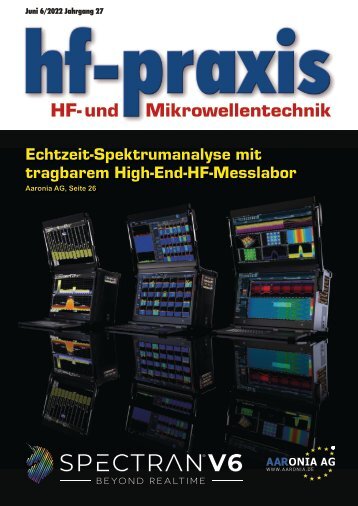
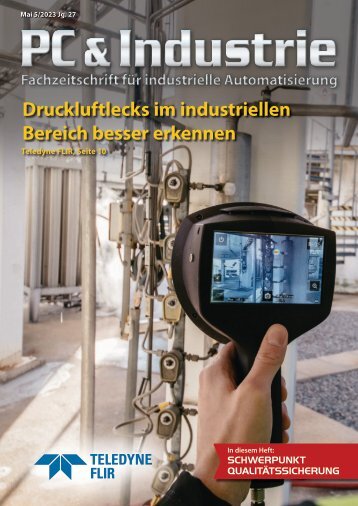
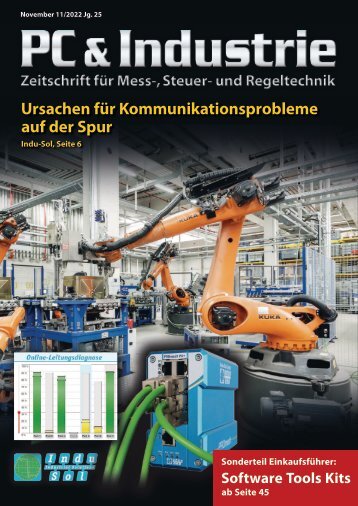
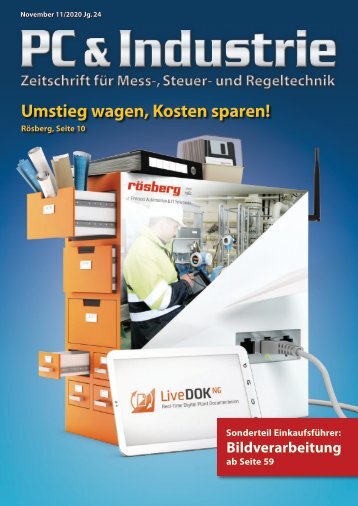
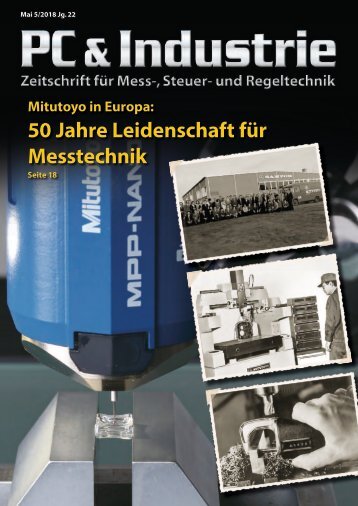
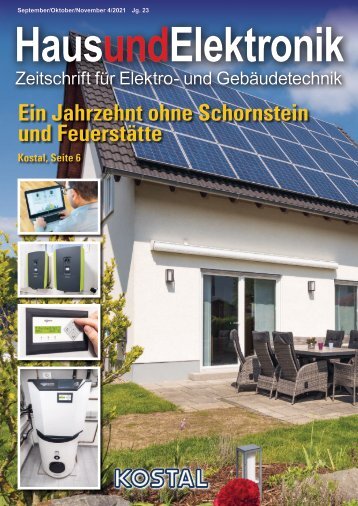
Löt- und Verbindungstechnik Geregeltes Laserlöten: Nutzen Laserlöten für den Anwender Bild 1: Freiheitsgrade der Kraft-Weg-geregelten Prozessmodule und Lotdrahtzufuhr mit Laserlötprozesstelle (Quelle: Eutect GmbH). Durch die gute Fokussierbarkeit der Laserstrahlung ist der Energieeintrag örtlich sehr begrenzt und punktgenau. Eine schlanke Strahltaille ermöglicht auch ein Löten an schwer zugänglichen Stellen. Aus diesen Prozessvorteilen heraus wird das Laserlöten immer dann angewendet, wenn ein thermischer Einfluss auf benachbarte Bauelemente oder Gehäuseteile verhindert werden muss, oder wenn die zu lötenden Komponenten selbst temperaturempfindlich sind. Ein optimierter Temperatur– Zeit–Verlauf ist beim selektiven Löten von großer Wichtigkeit um fehlerlose Lötergebnisse und damit eine ideale Benetzung zu erzielen. Durch die schnelle Regelbarkeit der Ausgangsleistung ist man mit Diodenlasern in der Lage, die Löttemperatur nach einem vorgegebenen Temperatur–Zeit–Verlauf zu regeln. Dies kann im Zusammenspiel mit einer berührungslosen Temperaturmessung erfolgen, welche über ein in den Strahlengang eingespiegeltes Pyrometer realisiert wird. In den folgenden Abschnitten wird die Integration dieser Diodenlaser in eine industrielle Laserlötautomation weiter beschrieben. Kombination geregelter Systeme Die Anforderungen an Qualität und Reproduzierbarkeit in der Elektronikfertigung können nur durch stabil automatisierte Verbindungstechniken realisiert werden. Diese erfordern neben der Modifizierung vorhandener Technologien auch die Kombination von autarken Prozesssystemen zu intelligenten und modularen Komplettsystemen. Eine interdisziplinäre Kompetenz bezüglich Prozesstechnologien und Systemfunktion ist daher unbedingte Voraussetzung für eine Prozesssicherung, höchste Effektivität und Wertschöpfung im Verbindungsprozess. Die Energieeffizienz, schlanke Strahltaille sowie hervorragende Fokussierbarkeit der Diodenlasertechnik ergeben die Basis für einen optimal flexiblen Wärmeeintrag bei selektiven Lötprozessen. Mithilfe des eingespiegelten Pyrometers wird der Wärmeeintrag zusätzlich auf die produkt- und prozessspezifischen Anforderungen automatisch im kHz Bereich geregelt und für die Qualitätssicherung erfasst. Der selektive Lötprozess mit Diodenlaser erfordert Zusatzwerkstoffe wie Lotdraht, Lotpaste oder andere Arten von Zusatzlotbereitstellung. Eine bewährte Zusatzlotbereitstellung ist die Zuführung von Lotdraht. Um einen reproduzierbaren, stabilen und qualitativ hochwertigen Prozess herzustellen, sollte dieser -ähnlich wie die Laserlichtquelle- nicht gesteuert sondern geregelt sein, also als Regelgröße in der Echtzeitkommunikation als Schlüsselparameter genutzt werden können. Geregelte Drahtzufuhr bedeutet, dass die Zufuhr, sobald der Draht auf einen Widerstand der Prozessoberfläche stößt, oder mit einer zuvor definierten Kraft auftrifft, kontrolliert wird und im Bedarfsfall automatisch stoppt. Somit werden Bauteiltoleranzen überbrückt, ein Drahtknicken verhindert und gleichzeitig für jeden Prozess ein optimaler Referenzpunkt definiert. Es lassen sich kontrollierte, reproduzierbare Mengen an Draht geregelt in die Prozessstelle fördern. Die intelligente Kombination von temperaturgeregelten Diodenlasersystemen und der geregelten Drahtzufuhr ergeben Verbindungsprozessmodule, die den hohen Prozess- und Qualitätsansprüchen moderner Fertigungen gerecht werden. Die Unternehmen DILAS und EUTECT haben ein solches Verbindungsprozessmodul aus Teilen ihrer Kernkompetenz mit dem Fokus auf Prozesssicherheit, Beherrschbarkeit und Prozessdatenerfassung entwickelt: Das Verbindungsprozessmodul „SWF-LL“. Einfach Intuitiv Um die Stärken der modularen Schlüsselprozesse zu vereinen, lassen sich die Prozessparameter prozesspunktspezifisch und mit dem Fokus auf eine besonders intuitive Bedienung sehr einfach über eine einzige Mensch-Maschine-Schnittstelle an einem Touchpanel verändern, beobachten und protokollieren. Die so grafisch darstellbaren Temperaturprofile lassen sich frei definieren und dienen dem Regelkreis bestehend aus Pyrometer und Diodenlaser als Sollvorgabe. Um den Lötprozess vollständig reproduzierbar zu gestalten, lassen sich im Regelkreis des Zusatzwerkstoffes die Drahtvorschubgeschwindigkeit, die Drahtmenge und die Drahtanpresskraft neben weiteren Parametern intuitiv editieren. Das Duo aus Laser und Drahtvorschub lässt durch die intelligente Kombination und grafische Darstellung aller verfügbaren Prozessparameter sehr präzise Aussagen über die Vorgänge im Lötprozess (tatsächlich in den Lötprozess geförderte Drahtmenge) sowie eventuelle Fehlerfälle wie ein am Prozess vorbeilaufender Draht etc. zu. Weiterhin wird die Prozesseinrichtung durch ein Live-Kamerabild mit Fadenkreuz für die präzise Einrichtung des aktuellen Prozesspunktes erleichtert. Erstmals ist es durch die innovative Kombination aus berührungslos geregeltem Wärmeeintrag und Kraft-Weg-geregeltem Lotdraht möglich, alle für den 16 4/2013
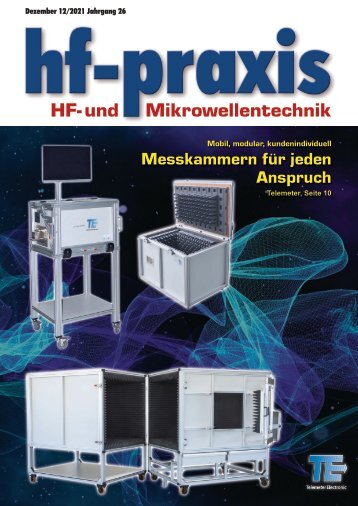
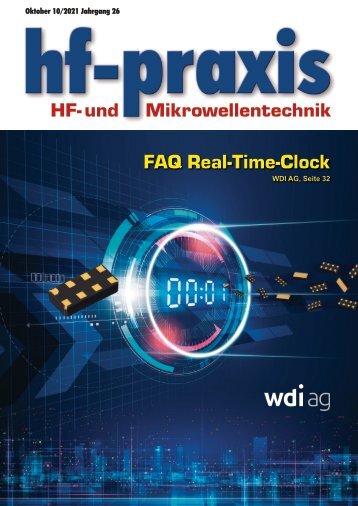
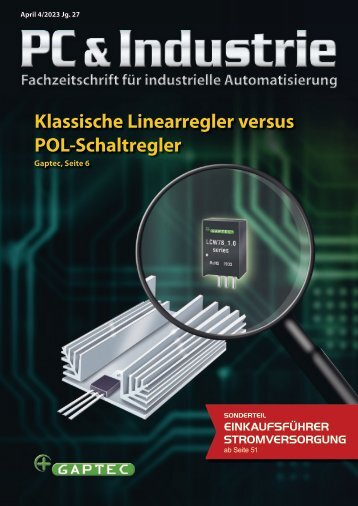
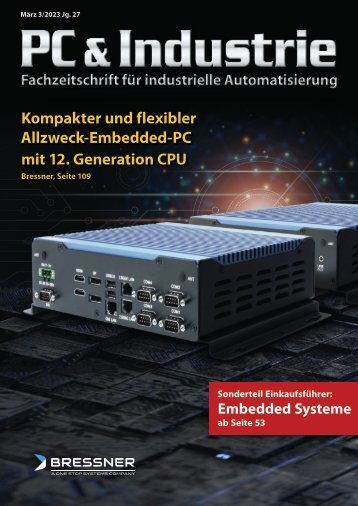
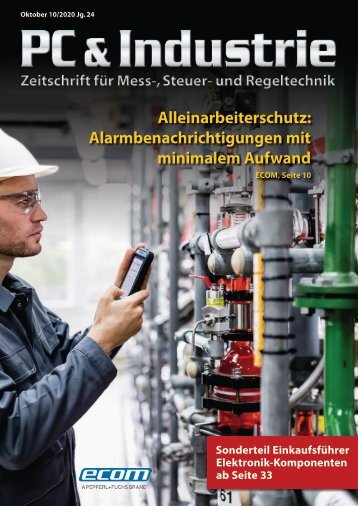
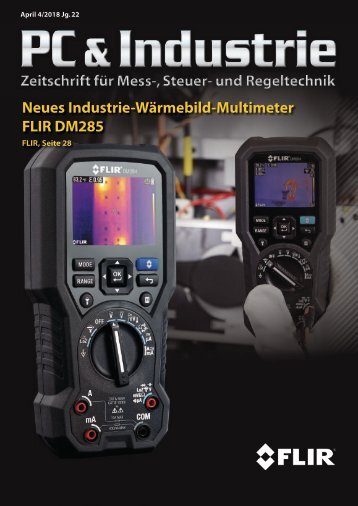
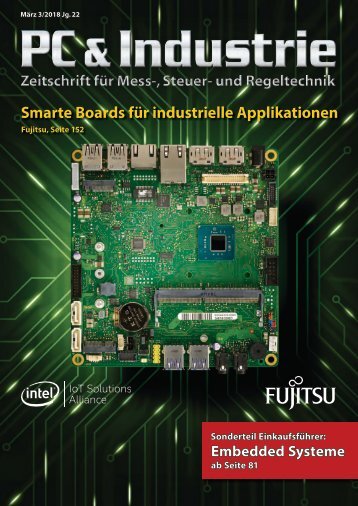
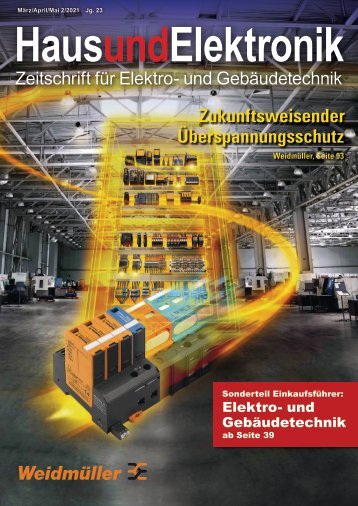
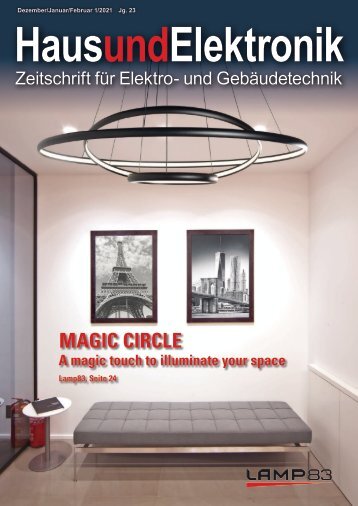
Löt- und Verbindungstechnik Bild 2: Grafische Prozesseinrichtung eines Prozesspunktes mittels intuitiver Oberfläche der EUTECT HMI (Quelle: Eutect GmbH). Lötprozess maßgeblichen Stellgrößen nicht nur zu überwachen, sondern diese auch in Echtzeit und so reproduzierbar zu regeln. Das neu entstandene, intelligente Prozessmodul lässt sich vom OEM frei in bestehende Inline- oder Stand-Alone-Automationen mit nahezu beliebigen Kinematiken integrieren. Somit bietet es dem Anwender die Möglichkeit, hoch spezifische Lösungen umzusetzen. Um diese Lösungen prozessstabil zu gestalten, werden präzise Positionierungen der zu lötenden Bauteile in Form von bauteilspezifischen Lötrahmen benötigt. Die Bauteilaufnahme eines oder mehrerer Bauteile reduziert durch die Selektivität den Temperaturstress benachbarter Bauteile der Prozessstelle. Des Weiteren wird durch die Lötrahmen der Rüstund damit auch der Kostenaufwand bei einer neuen Produkteinrichtung drastisch reduziert: Je nach Produktgeometrie ist es erforderlich, die Bauteile frei im Raum in Prozesslage zu positionieren. 3D-drehbare Lötrahmen lassen sowohl Drehungen der einzelnen Bauteile als auch der kompletten Lötrahmen vollständig und frei programmierbar zu. Resumé Durch die Kombination von geregeltem Drahtvorschub und geregeltem, berührungslosem Wärmeeintrag ist es möglich, selbst schwer zugängliche Lötstellen mit wärmeempfindlichen benachbarten prozesssicher zu löten. Dabei setzen die Intuitivität, die vollständige Regelbarkeit und die Prozessüberwachung aller Parameter ebenso Maßstäbe wie die flexible und einfache Einrichtung neuer zu bearbeitender Musterbauteile in Kleinserien. EUTECT GmbH www.eutect.de Bild 3: Lötrahmen mit Niederhaltern für Hallsensoren (Quelle: Eutect GmbH). 4/2013 17