Löt- und
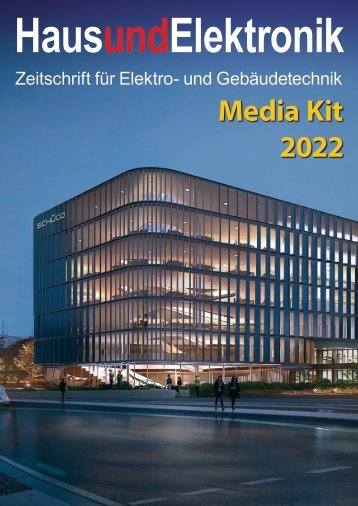
Löt- und Verbindungstechnik Aktive Schwingungskompensation beim Ultraschall-Drahtbonden Verbesserung der Bondfähigkeit auf anspruchsvollen Oberflächen Bild 1: Ultraschallschwinger mit zusätzlich angebrachten IDE-Piezoaktoren Das Ultraschall-Drahtbonden ist ein seit vielen Jahren etabliertes Verfahren zur Kontaktierung der Elektroden von mikroelektronischen Komponenten und Leistungselektronikmodulen. Das Bonden auf anspruchsvollen Oberflächen, wie z. B. in Kunststoffrahmen eingebettete Steckeranschlüsse, stellt eine große Herausforderung dar. Ein neuer Ansatz zur Unterdrückung unerwünschter vertikaler Schwingungen durch aktive Schwingungskompensation kann die Bondfähigkeit verbessern. Einleitung Autor: Die Elektroden eines Leistungshalbleitermoduls werden in der Regel mit einem Aluminiumdraht mit den entsprechenden Elektroden eines Substrats verbunden. Der Draht wird hierbei durch ein Ultraschall-Reibschweißverfahren mit der Elektrodenoberfläche kontaktiert. Aufgrund der sehr hohen Anforderungen bezüglich der Qualität und Zuverlässigkeit der elektrischen Verbindungen ist eine äußerst präzise Kontrolle des Prozesses erforderlich. Dies wird umso wichtiger, da die Geschwindigkeit moderner Bondmaschinen weiter zunimmt. Eine zusätzliche Herausforderung ist das Bonden auf anspruchsvollen Oberflächen, wie z. B. dünnen in Kunststoffrahmen eingebetteten Anschlusssteckern, oder andere weiche Untergründe wie überhängende gestapelte Halbleiter-Chips (stacked dies) oder dünne Anschlussrahmen (lead frames). Ziel Der Ultraschallschwinger ist ein wesentlicher Bestandteil eines Ultraschall-Drahtbonders. Er erzeugt den Strom für den Bondprozess in Form von mechanischen Schwingungen mit Frequenzen im Ultraschallbereich. Er wird in einer Longitudinal-Eigenmode betrieben, welche eine spezifische Eigenfrequenz (Resonanz) und Eigenschwingungsform besitzt. Diese ist aufgrund der asymmetrischen Befestigung des Schweißwerkzeugs i. d. R. nicht völlig symmetrisch, sodass auch Schwingungen orthogonal zur Hauptbondrichtung entstehen. Neben dieser Eigenmode gibt es weitere orthogonale Eigenmoden sowie Eigenmoden des Substrats oder des Bonduntergrundes. Im Zusammenwirken mit der nicht-linearen Prozessdynamik kann dies zu schwankenden Normalkräften im Reibungskontakt und einer Störung des Bondprozesses führen. Ein weiterer Aspekt ist im Zusammenhang mit dem Kupferdraht-Bonden von Bedeutung, Dr.-Ing. Michael Brökelmann, Hesse GmbH Bild 2: Prinzipielle Wirkungsweise der Schwingungskompensation 40 4/2015
Löt- und Verbindungstechnik Bild 3: Aktive Schwingungskompensation freier vertikaler Schwingungen der Werkzeugspitze welches ständig an Bedeutung zunimmt. Da das Kupferdraht- Bonden stärkere Bondkräfte und Schwingungsamplituden erfordert als das Aluminiumdraht- Bonden, besteht eine erhöhte Gefahr der Beschädigung des Chips oder der darunter liegenden Schichten. Deshalb ist es angestrebt, vertikale Schwingungen zu reduzieren und nach Möglichkeit vollkommen horizontale Ultraschallschwingungen zu erzeugen. Ziel dieser Studie ist es, die Möglichkeit der Kompensation oder zumindest der deutlichen Reduzierung unerwünschter vertikaler Schwingungen während des Betriebs durch die Verwendung spezieller Aktoren in Verbindung mit einem geeigneten Verfahren zur Schwingungsreduzierung zu zeigen. Außerdem soll dieses Verfahren die Prozessvarianz verringern und die Stabilität und Zuverlässigkeit des Bondprozesses erhöhen. Diese Untersuchungen wurden im Rahmen des Verbundprojektes HIPER-ACT (Novel technology for high-performance piezoelectric actuators) durchgeführt, das durch das Siebte Rahmenprogramm der Europäischen Gemeinschaft gefördert wurde (FP7/2007-2013, Fördervertrag Nr. 212394, www.hiperact.org). Innerhalb dieses Projekts wurde eine neue Technologie zur Herstellung von Piezo aktoren (Inter- Digitated Electrode Technology – IDE) entwickelt. Diese Piezoaktoren wurden im Technologiedemonstrator zur Schwingungsreduzierung beim Ultraschall-Drahtbonden eingesetzt (siehe Bild 1). Lösungsansatz Ein neuer Prototyp-Ultraschallschwinger wurde entwickelt, der in der Lage ist vertikale Schwingungen mithilfe zusätzlicher piezoelektrischer Aktoren zu kompensieren. Diese zusätzlichen Aktoren dürfen allerdings die Längsschwingungen des Ultraschallschwingers nicht beeinflussen, sondern nur die hierzu orthogonalen Schwingungen. Dies wird durch eine spezielle Konfiguration der zusätzlichen Aktoren erreicht. Dafür wird einer der Aktoren auf der Ober- und ein zweiter auf der Unterseite des Ultraschallschwingers angebracht. Die Polarisation der Aktoren wird wie in Bild 2 dargestellt gewählt. Bei freien Längsschwingungen heben sich die elektrischen Ladungen an den Elektroden des oberen und unteren Aktors gegenseitig auf (Bild 2 links: V 1 + V 2 = 0). Bei Biegeschwingungen wird eine Piezokeramik ‚gestreckt‘ während die andere ‚gestaucht‘ wird. Aufgrund der entgegengesetzten Polarisation der beiden Aktoren kann in diesem Fall die volle piezoelektrische Wirkung genutzt werden (Bild 2 rechts: V 1 = V 2 ). Das Anlegen einer elektrischen Steuerspannung erzeugt daher eine reine Biegung und damit vertikale Bewegungen des Schwingkörpers, ohne jedoch die Hauptlängsschwingung zu beeinträchtigen. Somit wird eine optimale Kopplung mit der orthogonalen Biegemode erreicht bei gleichzeitig neutralem Verhalten bezüglich der Längsmode. Aktive und passive Schwingungskompensation Im ersten Teil dieses Projekts wurde der Nachweis der Machbarkeit mittels eines Prototyp- Ultraschallschwingers erbracht. Dies beinhaltet die Erprobung unterschiedlicher Techniken zur Schwingungskompensation, eine passive und eine aktive. Für die Erprobung und die Parametrierung dieser Techniken ist ein geeignetes Modell erforderlich. Deshalb wurde ein Finite-Elemente-Modell (FE-Modell) des Ultraschallschwingers erzeugt, das zur Berechnung des dynamischen Schwingungsverhaltens verwendet werden kann. Das FE-Modell wurde durch Frequenzgangmessungen validiert. Zusätzlich wurde eine modale Reduktion bzgl. der zwei wichtigsten Eigenformen des FE-Modells durchgeführt. Das System wird dann durch ein Modell mit zwei Freiheitsgraden (2-DOF-Modell) beschrieben, das die Längs- und Biegeschwingungen beschreiben kann. Mit diesem Modell können die optimalen Parameter der aktiven und passiven Schwingungskompensation berechnet werden. Diese Untersuchungen und die Modellgleichungen sind in [1] und [2], siehe Literaturhinweis, genauer beschrieben. Für die aktive Schwingungskompensation werden die optimale Spannungsamplitude und die Phasenverschiebung in Bezug auf die Haupt-Ultraschallaktoren mithilfe des 2-DOF- Modells berechnet. Mit diesen Parametern können die vertikalen Schwingungen der Werkzeugspitze vollständig kompensiert werden. Dies wurde in einem Experiment für den freien, stationären Schwingungszustand nachgewiesen. Bild 3 zeigt die mittels Laser-Doppler- Vibrometrie gemessenen Frequenzgänge für die vertikalen Schwingungen der Werkzeugspitze. In diesem Beispiel existiert neben der Hauptmode noch eine parasitäre Mode. Die optimale Kontrollspannung für diese Nebenmode (normierte Frequenz bei 1,006) wurden berechnet und das Systemverhalten wurde erneut gemessen. Die Übereinstimmung der berechneten und der gemessenen Charakteristika sind sehr gut. Die prognostizierte „vollständige“ Kompensation wurde mit einer maximalen Reduktion der vertikalen Schwingungen von mehr als zwei Dekaden bestätigt (siehe Bild 3). Für die passive Schwingungskompensation wurde sowohl in der Simulation als auch beim Prototypen ein LRC-Schwingkreis (Induktivität, ohmscher Widerstand und Kapazität) aufgebaut und abgestimmt. Hierbei wird ein LR-Netzwerk bestehend aus einer Spule und einem Widerstand zwischen die Elektroden der zusätzlichen Piezoaktoren geschaltet. Zusammen mit der Kapazität der Piezokeramiken entsteht so ein Parallelschwingkreis, der auf die 4/2015 41