Produktion
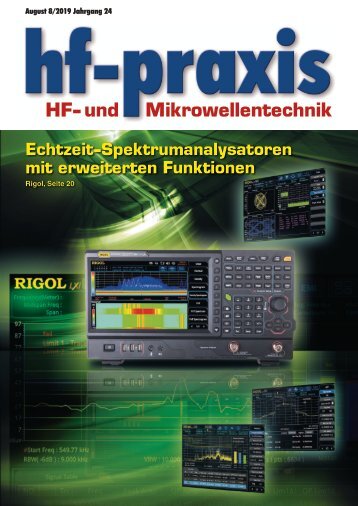
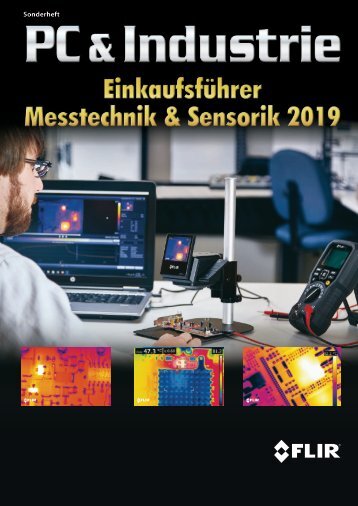
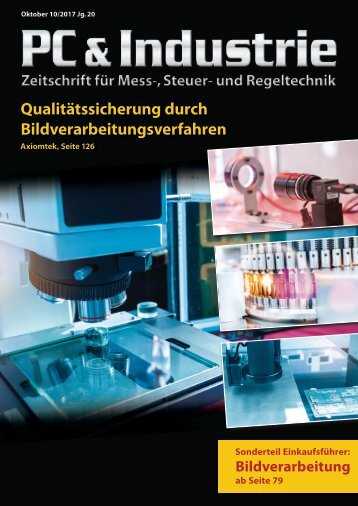
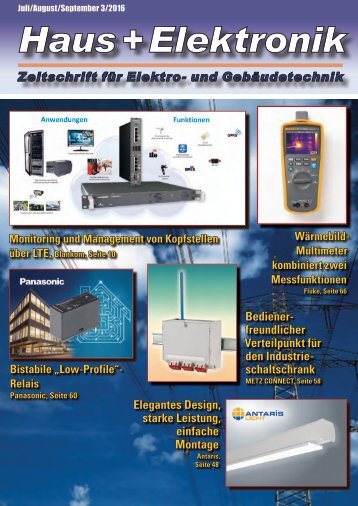
Produktion Qualitätsvorteile durch Laser- Kunststoffschweißen Bild 1: Die Bauteile dieses Mikrofluidik-Sensors sind mittels Laser- Kunststoffschweißen exakt und beständig zusammengefügt. Immer dann, wenn hohe Anforderungen an Verbindungen von Kunststoff-Bauteilen gestellt werden, kommen die technischen und wirtschaftlichen Vorteile des Laser-Kunststoffschweißens besonders zum Tragen. Denn dieses Fügeverfahren ist gleichzeitig sicher, schnell und schonend – und damit gerade für die sensible Medizintechnik prädestiniert. Die Maschinen der LPKF Laser & Electronics AG kommen daher in dieser Branche besonders häufig zum Einsatz. Sollen zwei Kunststoff-Spritzgussteile miteinander verbunden werden, kann das - je nach späterer Anwendung des Produkts und unterschiedlichen Ansprüchen an die Optik - mit chemischen, Bild 3: Lasergeschweißtes Kunststoffgehäuse thermischen oder mechanischen Verfahren geschehen. Die Herausforderungen beim Fügen von Kunststoffprodukten, die in rauen oder sensiblen Bereichen zum Einsatz kommen, sind jedoch hoch: Die Bauteile sollen präzise, zuverlässig und dauerhaft haltbar gefügt werden. Chemische, thermische oder mechanische Einflüsse auf das umgebende Material sind dabei aus verschiedenen Gründen unerwünscht bis unzulässig. Bild 2: Der Laserstrahl erzeugt Wärme direkt in der Schweißnaht. Durch Wärmeübertragung schmilzt auch der obere Fügepartner Lasertechnologie für präzise Füge-Ergebnisse Das Laserstrahl-Kunststoffschweißen ist im Gegensatz zu anderen gängigen Fügeverfahren ein sauberer und partikelfreier Prozess. Es ist reinraumgeeignet und bietet verschiedene Möglichkeiten der Online-Prozessüberwachung. Beim Laser Kunststoffschweiß-Verfahren durchdringt der Laserstrahl das obere, lasertransparente Bauteil. Er schmilzt zunächst den unteren Fügepartner. Durch Wärmeübertragung, unterstützt durch einen moderaten Spanndruck, schmilzt auch der obere Fügepartner im Bereich der Schweißnaht. Nach der Abkühlung sind beide Bauteile formschlüssig miteinander verbunden. Verschiedene Verfahren zur Qualitätskontrolle prüfen dies noch während des Schweißprozesses. Das Schweißprinzip macht deutlich, dass wesentlich weniger Energie in die Bauteile eingebracht wird als bei anderen Verfahren, weil sich lediglich der schmale Bereich der Schweißnaht erwärmt, wobei die Naht je nach Material und gewünschter Festigkeit wenige Zehntelmillimeter bis in den größeren Millimeterbereich schmal sein kann. Die Laserspotdurchmesser lassen sich innerhalb dieser Spannweite anwendungsspezifisch anpassen. Hier liegt ein großer Vorteil des Verfahrens. Abstände zu empfindlichen Bauteilen können sehr schmal gehalten werden, und die umgebenden (oder einzuschweißenden) Bauteile bleiben dennoch unbeeinträchtigt. Darüber hinaus schafft diese Fügetechnologie durch ihre Systemeigenschaften neue Freiheitsgrade bei der Konstruktion, Gestaltung und Materialauswahl der Produkte. Auch große Bauteile wie Gehäuse medizintechnischer Geräte, lassen sich mittels Laser-Kunststoffschweißen sehr einfach fügen. Vergleich zu anderen Fügeverfahren Viele Baugruppen und Anwendungssituationen sind empfindlich sowohl gegenüber Vibrationen als auch gegenüber Partikeln. Weil beim Laser-Durchstrahlschweißen keine mechanischen oder chemischen Belastungen auftreten und der thermische Einfluss nur im direkten Nahtbereich liegt, ist es eine sichere und schonende Methode zum Verschweißen von Kunststoffbauteilen im 40 meditronic-journal 3/2019
Produktion Bild 4: Fügeverbindungen, die mit dem Laser-Kunststoffschweißen produziert wurden, sind frei von Verschmutzungen und Verformungen und verfügen darüber hinaus auch über optisch ansprechende Eigenschaften medizintechnischen Umfeld. Die herkömmliche Verfahren mit ihren technologieimmanenten Nachteilen haben hier das Nachsehen: Beim Ultraschall- oder Reibschweißen werden Bauteile durch Reibung erhitzt. Neben der mechanischen Belastung besteht die Gefahr der Partikelbildung. Beim Kleben hingegen werden zusätzliche Stoffe in das Produkt eingebracht. Das ist besonders bei Medizinprodukten unerwünscht oder sogar unzulässig. Schon in Bauteilen der Risikoklasse IIa kann ein verwendeter Klebstoff eine Produkteinführung massiv verzögern, da neue Stoffe in das Produkt eingebracht und entsprechend zertifiziert werden müssen. Das Heizelementschweißen trägt hohe Energiemengen in das Material ein und kann zu internen Spannungen und auf empfindlichen Ober flächen zu unerwünschten Schmelzmarken führen. Bild 5: Im Präzisionsgerät debritom+ zur gezielten Wundreinigung sorgt ein Ventil für die Druckerzeugung. Die beiden Bauteile des Ventilblocks aus POM-H müssen dem Prüfdruck von bis zu 400 bar standhalten. Um die Druckfestigkeit gewährleisten zu können – und das frei von Zusatzstoffen oder Partikeln – wird der Ventilblock sauber und beständig mittels Laser- Kunststoffschweißen gefügt Vorteile für die Elektronik und die Mikrofluidik Diverse Anwendungsfelder – vom Apparatebau über die Elektronik bis zur Mikrofluidik - profitieren von den Vorteilen, die das Laser-Kunststoffschweißen bereithält. In Bereichen, in denen Partikelfreiheit und Hygiene sowie exakte Geometrien auf minimalem Raum Grundvoraussetzungen für Produkte sind, vermag es das Laser-Kunststoffschweißen, die erreichte Qualität zu schützen. Das gilt für feine Kanalgeometrien in der Mikrofluidik ebenso wie beispielsweise für den in ein Kunststoffgehäuse eingebauten Sensor oder das Druckventil in einem Wundreinigungsgerät. Lasersysteme: Easy-to-use Für die einfache Einbindung in die Fertigung bietet LPKF verschiedene Lasersysteme an, sowohl als Inline-Versionen zur direkten Integration in hohe Volumen produzierende Linien als auch als Stand-alone-Lösungen. Die Bedienung der durchdachten Software ist denkbar einfach und ermöglicht auch die Anbindung an anwenderseitige MES. Je nach eingesetztem Material und gewünschter Stabilität sind die Schweißgeschwindigkeiten unterschiedlich lang, wobei der Scanner grundsätzlich ein hohes Schweißtempo vorgeben kann. Die einzubringende Leistung wird gezielt auf die Anwendung bzw. das zu schweißende Material hin ausgelegt und kann von wenigen Watt bis zu deutlich höheren Leistungen etwa bei der Bearbeitung von Hochtemperaturwerkstoffen liegen. Auch die eingesetzten Laserquellen werden anwendungsspezifisch ausgewählt. Von der Projekteinrichtung bis zum fertigen und qualitativ hochwertigen Bauteil sind es nur wenige Schritte. Das perfekte Zusammenspiel von Hard- und Software leistet einen großen Beitrag zur wirtschaftlichen Maschinennutzung. Mit nur wenigen Mausklicks lässt sich automatisch eine Kontur generieren, die auf dem kalibrierten Arbeitsfeld in ein perfektes Schweißergebnis umgesetzt wird. Die Prozessdaten lassen sich jederzeit auf andere, kalibrierte LPKF-Systeme weltweit übertragen, und erreichen dort die gleichen Ergebnisse. Kurze Zykluszeiten sorgen für Effizienz im Produktionsablauf. Moderne, variable Spanntechnik gewährleistet eine gleichmäßig hohe Verbindungsqualität über die gesamte Schweißnaht. Und für höchste Prozesssicherheit sorgt die integrierte Prozessüberwachung in den LPKF Maschinen. So lassen sich mit geringstem Aufwand beste Füge-Ergebnisse erzielen. LPKF WeldingQuipment GmbH www.lpkf-laserwelding.com www.lpkf.com Bild 6: Mit dem universell einsetzbaren, standardisieren Schweißsystem LPKF InlineWeld 6200 lassen sich Kunststoffbauteile schnell, sicher und hermetisch dicht zusammenfügen meditronic-journal 3/2019 41