Fachzeitschrift für Industrielle Automation, Mess-, Steuer- und Regeltechnik
Qualitätssicherung
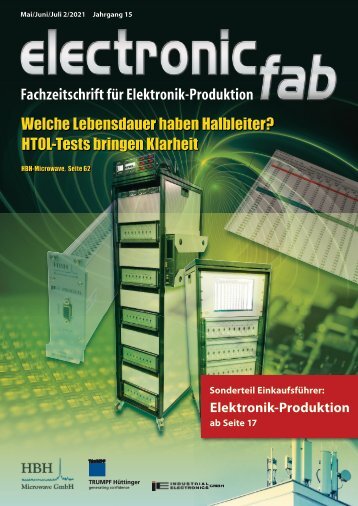
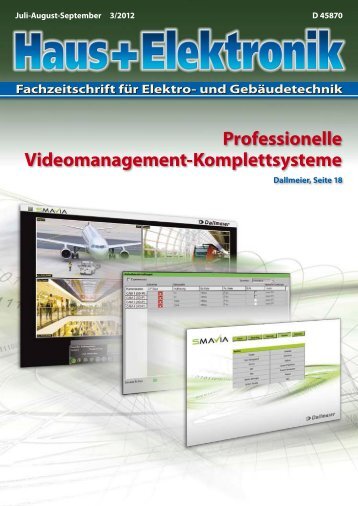
Qualitätssicherung Thermographie zur Qualitätssicherung Bild 1: Skizze des Funktionsaufbaus vom EVTC mit unterschiedlichen Beleuchtungsmethoden Autor: Michael Beising, Geschäftsführer EVT Eye Vision Technology www.evt-web.com Die Thermografie ist eine zerstörungsfreie Prüfmethode, die Fehlstellen erkennt, die nicht an der Oberfläche liegen und mit blosem Auge nicht erkennbar sind. Durch die Entwicklung leistungsfähiger Sensoren gewinnt die Technik auch in der Qualitätssicherung immer mehr an Bedeutung. Thermographiesysteme liefern hochauflösende thermische Analysen für die Qualitäts sicherung, die auch im Produktionsprozess direkt möglich sind. Diese Prüfmethode lässt sich in vielen Bereichen der Industrie zur Qualitätssicherung einsetzen. In der Industrie werden Thermographie-Systeme derzeit vor allem zur Temperaturkontrolle von industriellen Anlagen eingesetzt. Emission Die Thermografie beruht auf der Messung der Infrarotstrahlung, die ein Körper abgibt oder emittiert. Die Intensität der Strahlung, die von einem Punkt ausgeht, wird gemessen und in Temperaturwerte umgesetzt. Jeder Körper, dessen Temperatur über dem absoluten Nullpunkt von -273 °C liegt, sendet neben dem sichtbaren Licht ein temperaturabhängiges Spektrum elektromagnetischer Wellen aus. Da es sich um infrarote Strahlung handelt, ist sie für das menschliche Auge nicht sichtbar. Mit einer Thermographiekamera kann die Strahlung sichtbar gemacht werden. Der Emissionsgrad gibt an, wie viel Infrarotstrahlung ein Körper im Vergleich zu einem idealen schwarzer Körper abgeben kann. Dieser hat einen Emissionsgrad von 1. So beträgt die abgegebene Strahlung von der Oberfläche des Messobjekts 100 %. Emissions- und Reflexionsgrad sowie thermische Leitfähigkeit eines Messobjekts hängen stark von den Materialeigenschaften ab. Nichtmetalle haben einen Emissionsgrad von 0,9 daher eine emittierte Strahlung von 90 %. Die meisten polierten Metalle weisen einen Emissionsgrad von 0,05 bis 0,1 auf, während er bei von Korrosion beeinträchtigten Metallen zwischen 0,3 und 0,9 liegt. Die meisten Lacke haben einen Emissionsgrad von ca. 0,95 genauso wie Elektro-Klebebänder. Liegt der Wert unter 0,2 ist eine Messung nahezu unmöglich, sofern der Emissionsgrad nicht künstlich erhöht wird. Heutzutage gibt es kostengünstige Verfahren, die einen niedrigen Emissionsgrad bei Messobjekten ausgleichen, den Reflexionsgrad des Objekts verringern und somit die Messgenauigkeit erhöhen. In den industriellen Anwendungsbereichen findet man zahlreiche Messobjekte mit niedrigem Emissionsgrad, z. B. in der Elektrik. Da der Emissionsgrad materialabhängig ist, ist es wichtig, die Einstellung der Wärmebildkamera darauf anzupassen, da ansonsten die Temperaturdaten verfälscht sind. Man unterscheidet zwischen passiver und aktiver Thermographie. Welches Verfahren eingesetzt wird, ist von der jeweiligen Situation abhängig. Passive Thermographie Bei der passiven Thermographie wird die Eigenwärme des Objektes zur thermografischen Messung verwendet. Man benötigt also keine externe Wärmequelle. Der Wärmeeintrag kann auch während des Produktionsprozesses erfolgen. Die passive Thermografie eignet sich deshalb besonders gut zur Überprüfung und Überwachung beim Fügen von Bauteilen. Dabei kann es sich um Schweiß-, Klebe- oder Lötverbindungen handeln. Unterschiedliche Werkstoffe spielen hier eine untergeordnete Rolle, solange die Fügestelle Strahlung im Infrarotbereich mit Wellenlängen zwischen 0,8 bis 12 Mikrometer emittiert. Es können also auch Fügeprozesse mit Kunststoffen oder Kunststoffbeimischungen bewertet werden. Die Messung erfolgt inline, berührungslos, zerstörungsfrei und prozessgekoppelt. Die geometrische Temperaturverteilung an der Oberfläche liefert Informationen über die Wärmeableitung in das Innere der Fügestelle. Abweichungen können sofort bemerkt und korrigiert werden. So wird eine hohe Fügequalität sichergestellt. Probleme bei thermisch gefügten Bauteilen Das Ultraschall-Fügeverfahren kommt in vielen Branchen der Kunststoffindustrie (u. a. im Automotive-, Elektro- und Health-Care-Bereich) zum Einsatz. Beim Schweißprozess können jedoch Schwankungen in der Nahtqualität bei unveränderten Maschinen- und Parametereinstellungen auftreten. Zu den häufigsten Fehlerursachen zählen geänderte Herstellungsbedingungen, Formteiltoleranzen oder Lagereinflüsse. Die Prozessüberwachung beim Ultraschallschweißen erfolgt anhand der Grenzwertüberwachung der Maschinensteuerung. Eine zuverlässige Qualitätssicherung ist daher mit der Maschinenüberwachung nicht immer gewährleistet, da sie keine Aussage darüber gibt, wie sich der Schall und die eingebrachte Energie im Bauteil ausbreiten. Mit Hilfe der passiven Thermographie kann die Wärmeableitung in der Schweißnaht kontrolliert werden. Aktive Thermographie Bei dieser Methode wird das Prüfobjekt gezielt erwärmt und die nachfolgende Wärmeausbreitung beobachtet. Die Energie kann durch Bestrahlung, Ultraschall oder Wirbelstrom eingebracht werden. Der zeitliche Anregungsverlauf kann dabei über eine Impulsanregung oder Modulation erfolgen. Anschließend wird das Verhalten des Wärme- 8 PC & Industrie 4/2019
Qualitätssicherung flusses untersucht. Ist der Wärmefluss verändert oder gestört, liegt eine Fehlstelle vor. Erwärmt man beispielsweise die Oberfläche eines Prüfobjektes mit einem kurzen Wärmeimpuls, breitet sich die Wärme von außen nach innen aus, also von der Oberfläche ins Körperinnere. Es reicht bereits eine geringe Erwärmung von wenigen zehntel Grad Celsius mit einem Infrarotstrahler, UV-Licht oder Ultraschall. Wenn sich ein Fehler mit geringer Wärmeleitfähigkeit unter der Oberfläche befindet, wird der Wärmetransport beeinträchtigt. Das bedeutet die Oberfläche bleibt länger warm. Eine Thermographie- Kamera erkennt diese heißen Stellen und weist somit auf Fehler wie Lunker, Hohlräume und Delaminationen hin. Wärmefluss-Thermographie Bei der Wärmefluss-Thermographie wird die Verteilung der Wärme direkt nach dem Einbringen der Energie oder während des Einbringens gemessen. Dazu braucht man einen sehr schnellen Sensor, der den Wärmefluss im Prüfobjekt aufnehmen kann. Vorteilhaft ist dabei, dass jedes Material eine unterschiedliche Wärmeleitfähigkeit hat. Ändert sich also der Wärmefluss, liegt ein Materialdefekt vor. So lassen sich Fehler unterhalb der Oberfläche erkennen. Das Ergebnis der Wärmefluss-Thermographie wird ausgewertet und zur Beurteilung des Prüflings herangezogen. Ist das Produkt fehlerhaft, kann es sofort ausgesondert werden. Die Vorteile der Wärmefluss- Thermo graphie sind das bildgebende Funktionsprinzip, die hohe Prüfgeschwindigkeit und die einfache Automatisierbarkeit. Sie ist noch eine relativ neue Prüfmethode in der Qualitätssicherung und wurde bislang vor allem im militärischen Bereich, in der Medizin oder in der Baubrache zum Auffinden von Wärme verlusten in Häusern oder Leitungen eingesetzt. Unterschiedliche Verfahren Die folgenden aktiven Thermografieverfahren haben sich in der zerstörungsfreien Werkstoffprüfung etabliert: • Optische Lockin-Thermografie • Impulsthermografie • Laser-angeregte Thermografie Bild 2: Die EyeVision Thermo Software: Thermografiebild von einem Faserverbundwerkstoff mit einem Defekt (aktive Thermografie) • Induktionsthermografie • Ultraschall-Thermografie Lockin-Thermografie und Infrarotmikroskopie Die Lockin Thermografie ist ein Verfahren zur Steigerung der Messempfindlichkeit in der aktiven Thermo grafie. Bei diesem Verfahren wird der Wärmefluss analysiert, wobei die zeitliche Verzögerung des gemessenen Temperatursignals in Bezug auf die Wärme- Anregung ermittelt und bildhaft dargestellt wird. Die Oberfläche des untersuchten Objekts wird dabei mit Halogenleuchten erwärmt. Die Lockin-Thermografie erfordert eine kontinuierliche Wärme-Anregung. Dieses Verfahren ist sehr empfindlich und kann daher mit der mikroskopischen Analyse der Infrarotmikroskopie kombiniert werden, um feinste Temperaturunterschiede im mikroskopischen Bereich und kleinste Strukturen mit einer Auflösung von wenigen Mikrometern zu erfassen. Es bietet sich bei Prüfobjekten mit starker Inhomogenität an. Mit der Lockin-Thermografie können CFK und andere Faserverbundwerkstoffe auf z. B. Delaminationen, Impacts, Einschlüsse und Porosität, Harz/Fasergehalt, usw. geprüft Bild 3: Die EyeVision Thermo Software: Platine mit erhitztem Chip (passive Thermografie) werden. Genauso Leder auf Falten oder Reparaturstellen. Hinzu kommen Korrosionsprüfung, Wanddickenmessungen, Prüfungen von Klebeverbindungen, Kunststoffschweißverbindungen, usw. Impulsthermografie Die Impulsthermografie ist der Lockin-Thermografie sehr ähnlich. Allerdings erfolgt bei dieser Methode nur eine kurze Wärmeanregung. Die Oberfläche des Objektes wird mit Strahlern oder Blitzlampen einige Milli- bis Mikrosekunden um wenige Grad erwärmt (weniger als 5 °C). Mit dieser Methode ist ein schnel- PC & Industrie 4/2019 9