Fachzeitschrift für Industrielle Automation, Mess-, Steuer- und Regeltechnik
Qualitätssicherung Oft
Qualitätssicherung Oft vernachlässigt: Testen von Kabeln Bild 1: CableEye Test-System für Kabel und Kabelbäume Meilhaus Electronic www.meilhaus.de Qualitätssicherung ist praktisch betrachtet ein sehr vielschichtiges Thema und umfasst zum Beispiel reine Funktionstests (inklusive Langzeit-Tests), mechanische Tests (Vibration, Fall, Staub- und Wasserfestigkeit etc.), EMV-Tests (elektromagnetische Störungen, die auf das Produkt einwirken, aber auch die das Produkt abstrahlt), Usability, Sicherheit, Umwelt und vieles mehr. Qualitätssicherung beginnt idealerweise schon in der Entwicklungsphase, geht weiter in der Produktion und reicht bis hin zum täglichen Einsatz – zum Beispiel durch Langzeittest und Simulationen. So vielschichtig wie die Testfelder sind die entsprechenden Testanordnungen. EMV-Tests erfordern meist hochkomplexe Geräte und Labors mit geringer Fremdeinstrahlung. Unternehmen können hier aber mit preiswerten Lösungen schon im Vorfeld zumindest „Vorab-Tests“ durchführen, um spätere Kosten für Nachbesserungen zu minimieren (Stichwort EMV-Precompliance). Der Test eines Kabels ist da verhältnismäßig unspektakulärer. Im einfachsten Fall kann mit einem handelsüblichen Multimeter der Durchgang geprüft werden („Durchpiepsen“ von Leitungen). Obwohl es natürlich weitaus komfortablere und dennoch preiswerte Lösungen gibt, wird der Test von Kabeln jedoch oft vernachlässigt. Und das, obwohl Kabel trotz des Siegeszuges von WLAN nach wie vor eine der wichtigsten Lebensadern in industriellen Umgebungen darstellen. Dabei können so einfache Fehler wie Kabeldefekte, Leitungsbrüche oder Fehlverdrahtungen zu kostenintensiven Unterbrechungen in der Produktion führen. Unterschiedliche Kabeltypen testen Allerdings muss man auch beim Kabel etwas genauer differenzieren: Bei Kabeln für niederfrequente Signale, wie sie zum Beispiel in der klassischen Messtechnik genutzt werden, kommt es im Wesentlichen auf Durchgang, richtige Verdrahtung und Isolations widerstände an sowie das Erkennen von Kurzschlüssen. Ein Kabeltester wie das CableEye-System von Meilhaus Electronic macht das Prüfen hier natürlich sehr viel komfortabler, als es mit einem Multimeter möglich wäre. Denn per Knopfdruck können auch recht komplexe Kabelbäume oder Kabel mit vielen Adern schnell und einfach durchgetestet werden. Die für die Qualitätssicherung benötigten Protokolle liefert das System automatisch. Intermittierende, d. h. sporadisch auftretende Fehler, die bei Kabeln relativ oft auftreten können (z. B. „Wackelkontakte“), findet das System durch Tests in Dauerschleife. Die Adaptionsmöglichkeiten für verschiedene Kabel-/Stecker-Typen sind nahezu unbegrenzt, da sie mit Adapter-Platinen („Connector-Boards“) realisiert werden. Neben den über 50 vorhandenen Standard-Adaptern sind auch kundenspezifische Spezialentwicklungen möglich. Die Zahl der Testpunkte beginnt bei 128 und lässt sich erweitern auf bis zu 2560 (zum Test eines 25-poligen Sub-D- Kabels sind beispielsweise 50 Testpunkte erforderlich, das heißt 25 für den Sub-D-Stecker am einen und 25 am anderen Ende). Das Testsystem ist einfach zu beherrschen, so dass es auch ungeschultes Personal nach einer kurzen Einweisung bedienen kann. Kabeltyp für hohe Spannungen Für einen zweiten Kabeltyp, der mit hohen Spannungen betrieben wird, bietet die CableEye HXV-Version die Möglichkeit, Spannungen bis 1500 V DC /1000 V AC oder sogar 2100 V DC /2100 V AC als Prüfspan- Bild 2: CableEye HVX-Version für Tests mit höheren Spannungen 30 PC & Industrie 5/2018
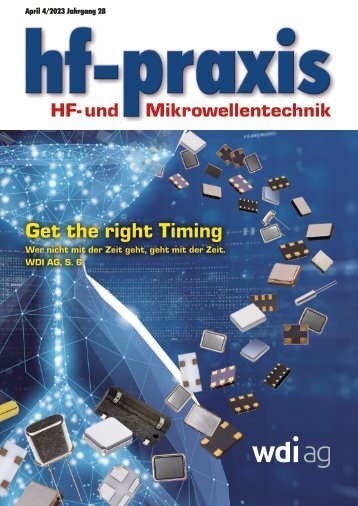
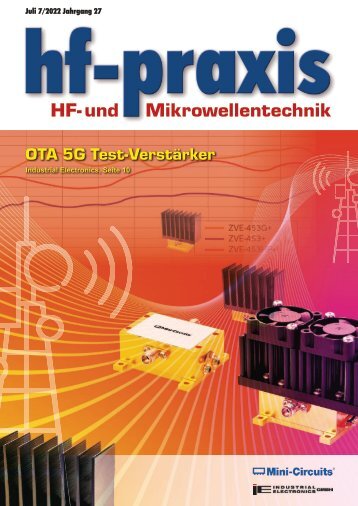
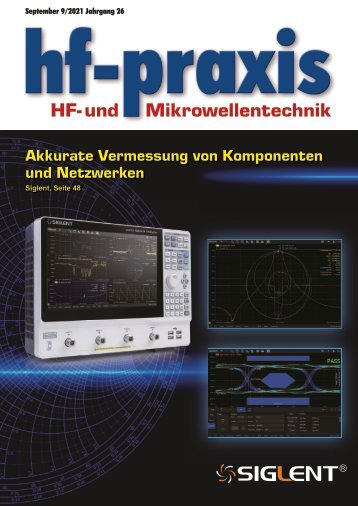
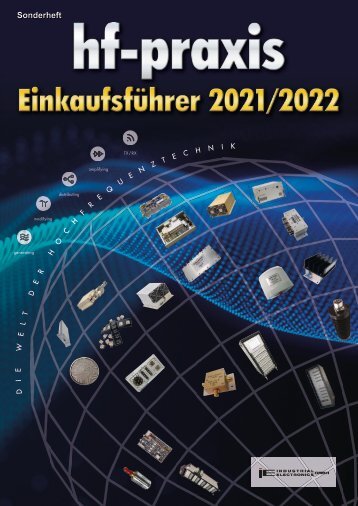
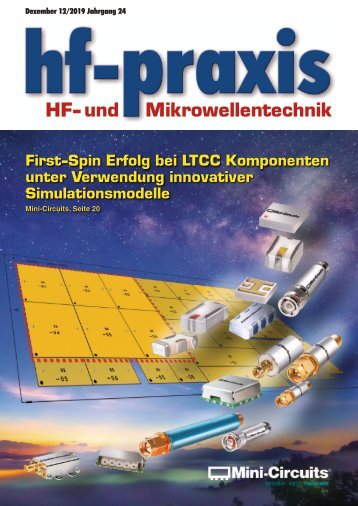
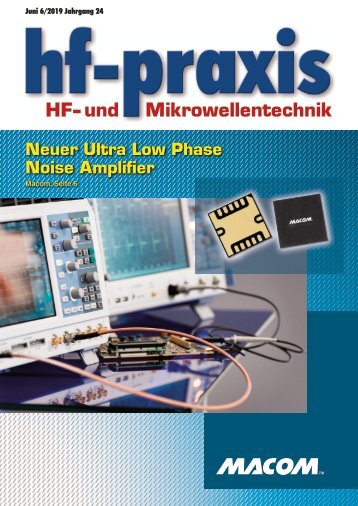
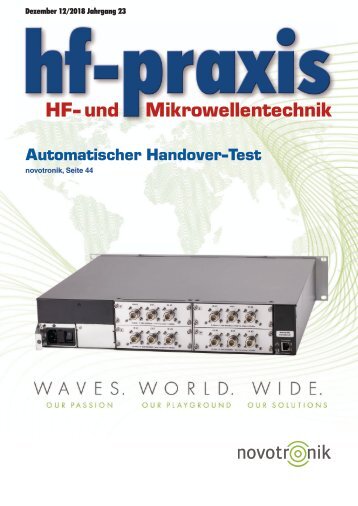
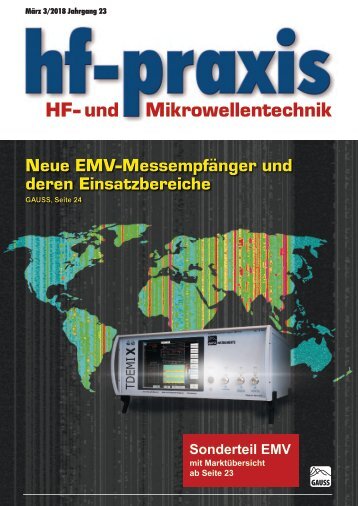
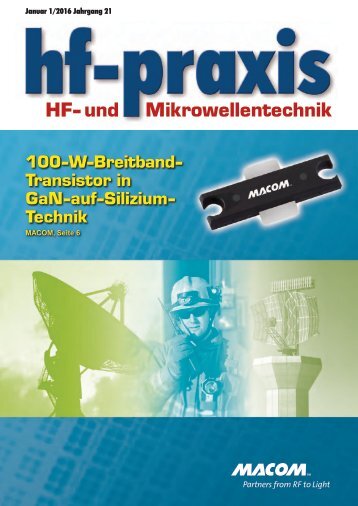
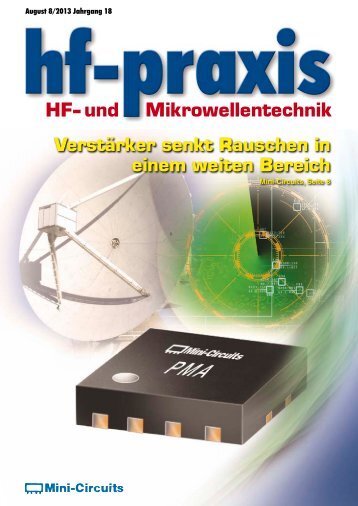
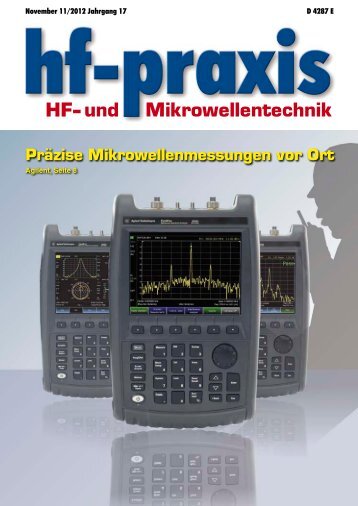
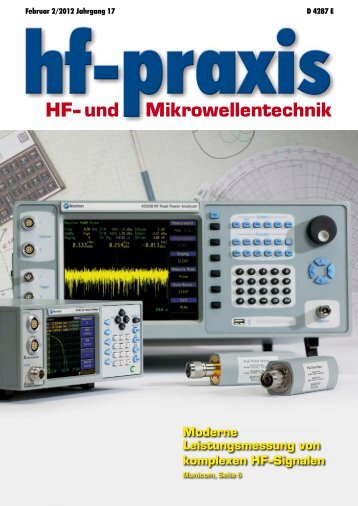
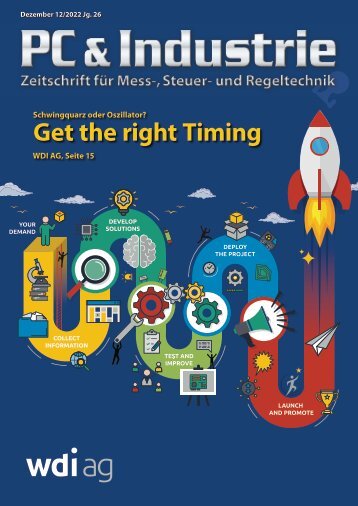
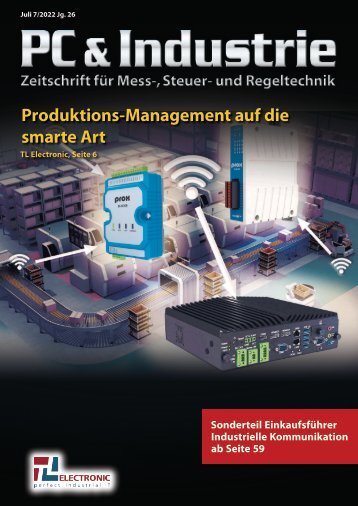
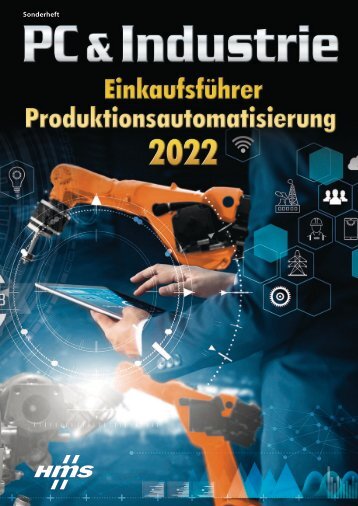
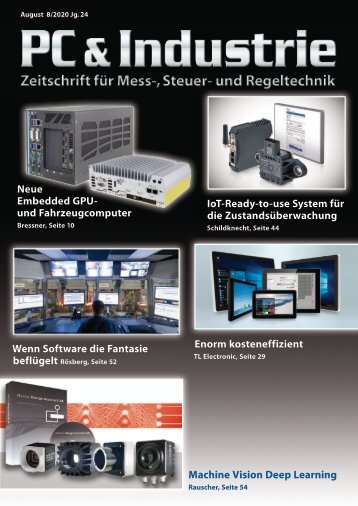
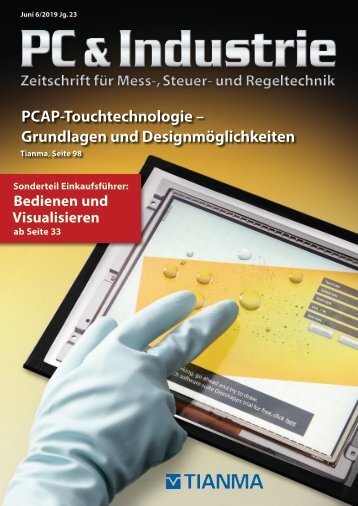
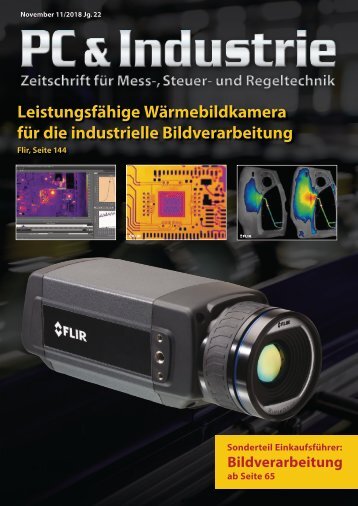
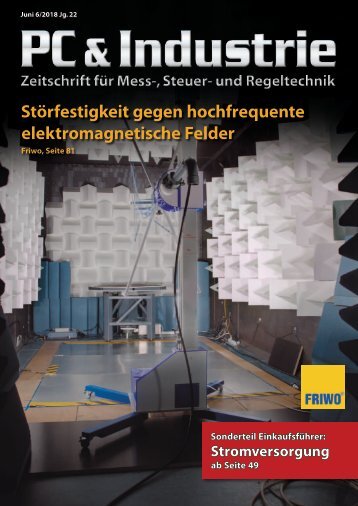
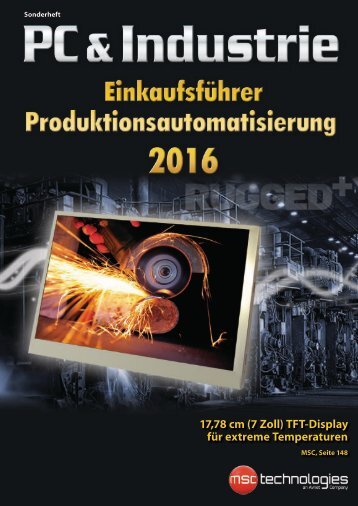
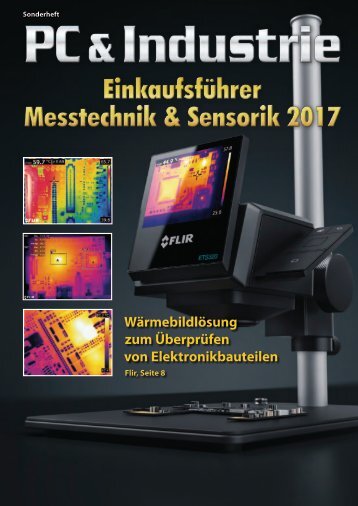
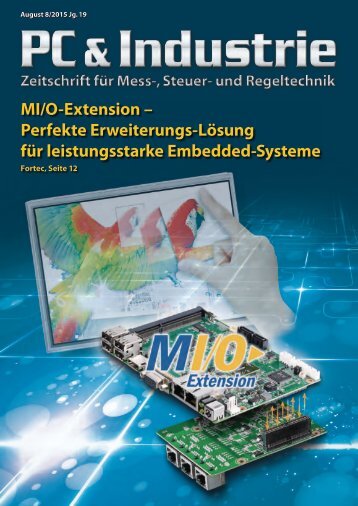
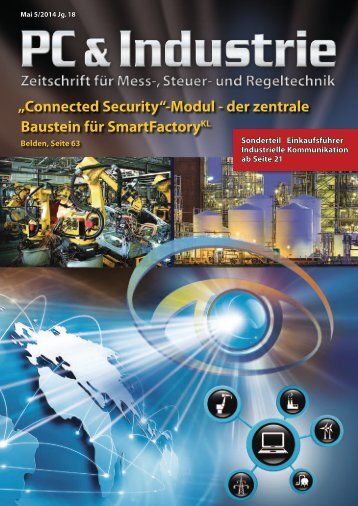
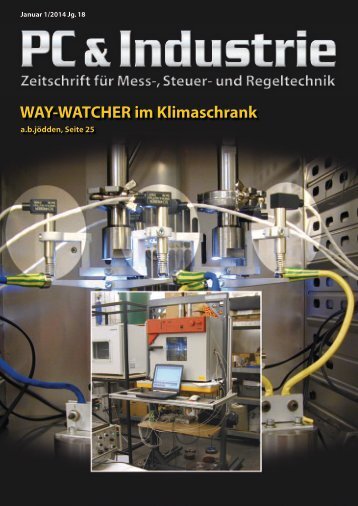
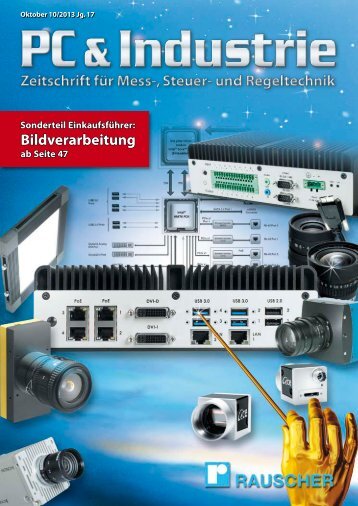
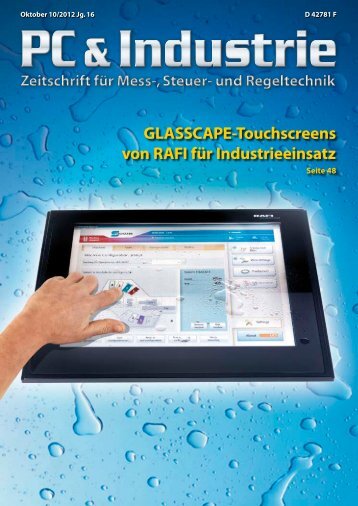
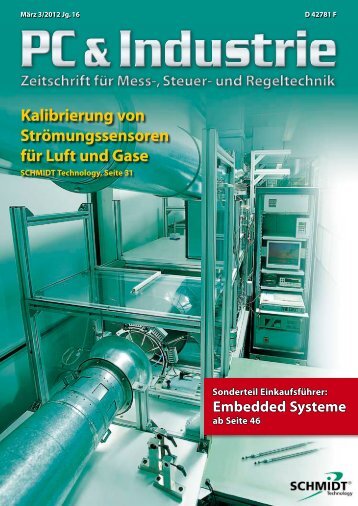
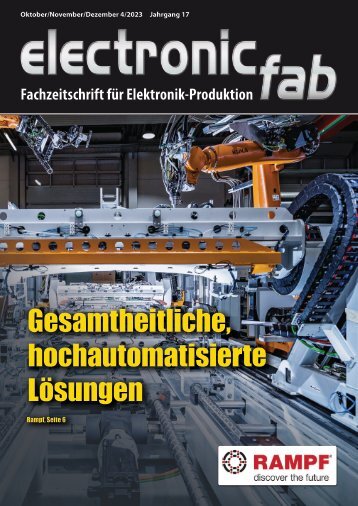
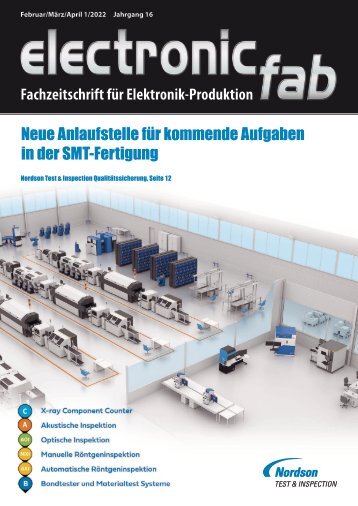
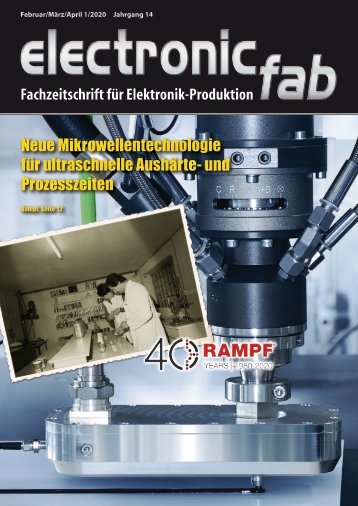
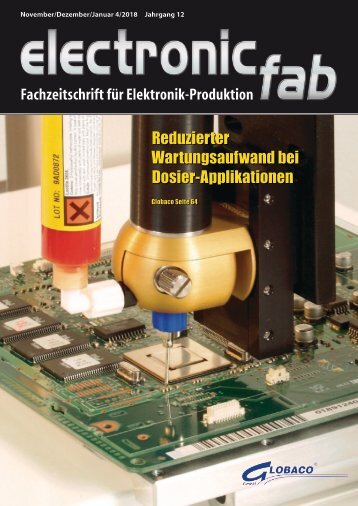
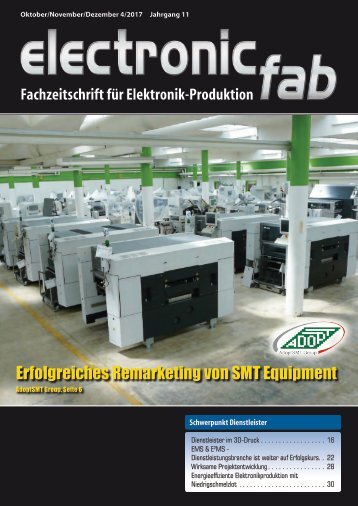
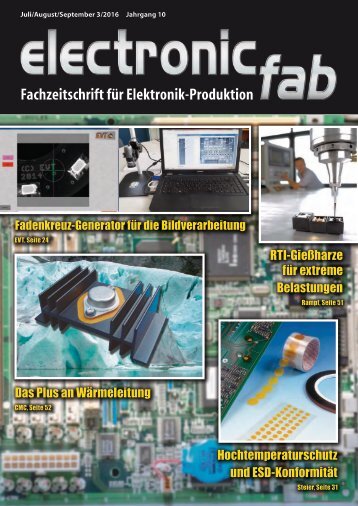
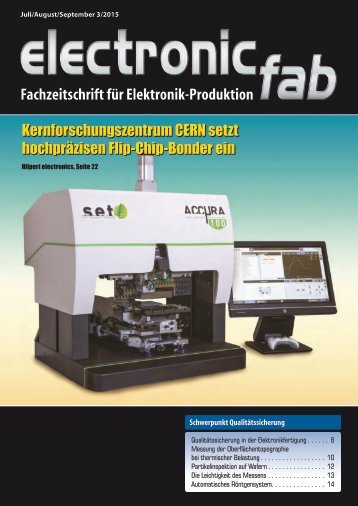
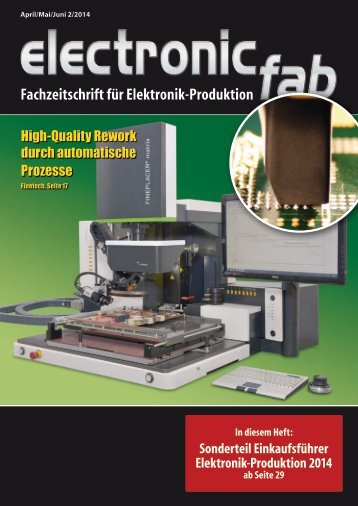
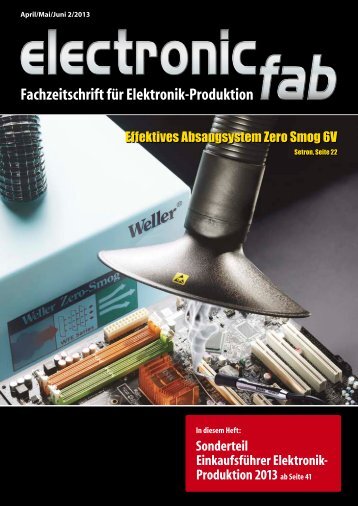
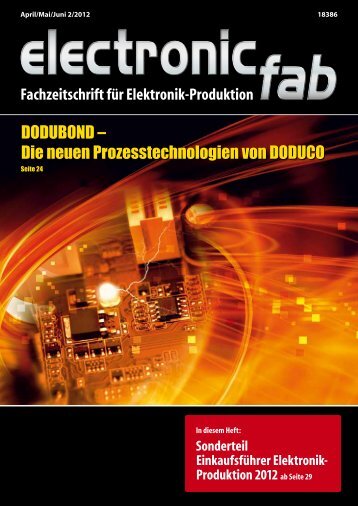
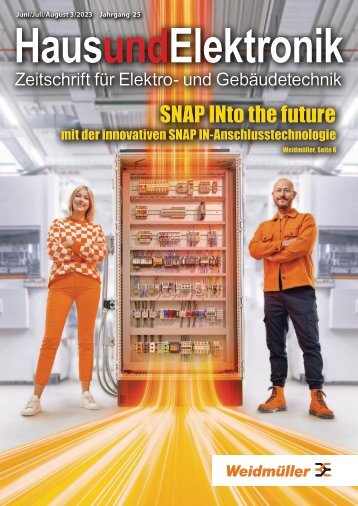
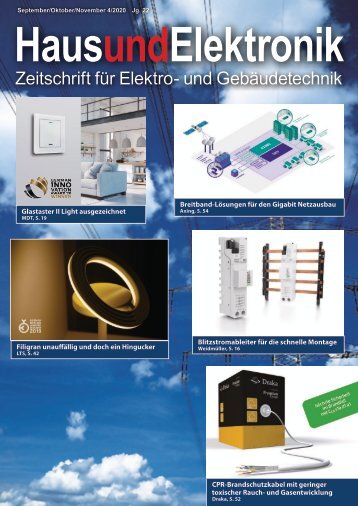
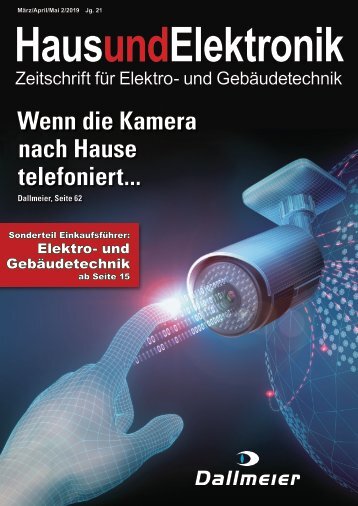
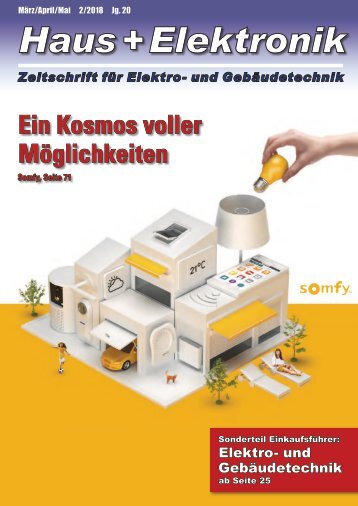
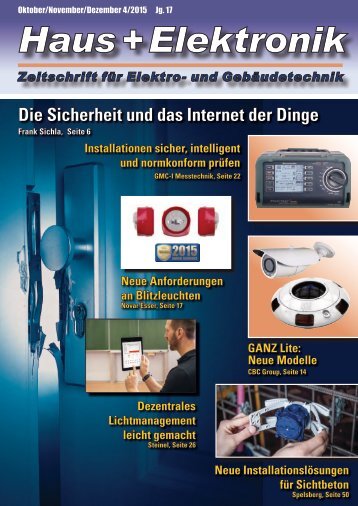
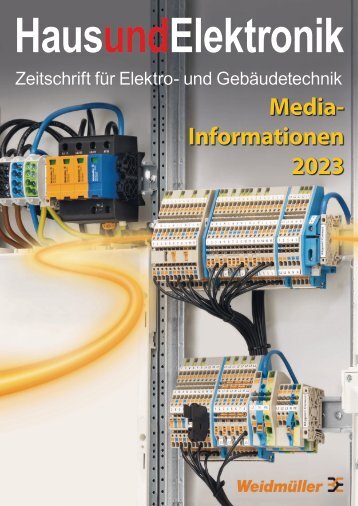
Qualitätssicherung Bild 3: ME Cable Inspecter für den Test impedanzkontrollierte Hochfrequenzkabel nung anzulegen. Widerstände können hier im Bereich 0,1 Ohm bis 5 GOhm gemessen werden. Ansonsten arbeitet das Gerät nach dem gleichen Prinzip, also mit Adapter- Karten für verschiedene Steckerbzw. Kabel-Varianten. Weitaus schwieriger zu testen sind impedanzkontrollierte Hochfrequenzkabel. Sie werden zum Beispiel in der modernen Datenübertragung eingesetzt als Netzwerkkabel, Bus-Kabel, Steuerkabel an Roboter-Armen oder in Fahrzeugen etc. Bei diesem Kabeltyp werden Übertragungsfehler schon durch relativ geringe Fehler der Kabel-Impedanz hervorgerufen, zum Beispiel durch Biegen/Knicken, Quetschen oder Torsion. Gerade in Einsatz bereiche wie am Roboter-Arm werden sie jedoch fast ständig mechanisch stark beansprucht, so dass es schnell zu kostspieligen oder sogar gefährlichen Ausfällen kommen kann. Fehler erkennen, schon bevor sie auftreten Wichtigstes Prüf-Kriterium sind bei diesen Kabeln Impedanzen bei hohen Frequenzen. Dafür bietet sich unter anderem die sogenannte TDR (Time Domain Reflecto metry, Zeitbereichsreflektometrie) bzw. DTDR (differenzielle TDR) an, da sie quasi den zerstörungsfreien Blick in das Kabel erlaubt. Sie ermöglicht die relativ genaue Lokalisierung von Inkonsistenzen durch zu enge Biegeradien, Torsion oder zu hohe Zugkräfte. Aber auch selbst noch so hochwertige Steckverbinder bilden eine solche Inkonsistenz, können per TDR erkannt und vom Kabel selbst unterschieden werden. Sehr stark vereinfacht dargestellt wird bei der TDR ein steiles Sprungsignal erzeugt und in das Medium geleitet. Die Signalflanke wird am anderen Ende oder an Störungsstellen im Medium reflektiert. Das gesendete Signal wird nun mit der Reflexion verglichen. Hieraus lassen sich Informationen über Laufzeit, Amplitude und weitere Charakteristika des Mediums gewinnen. Der ME Cable Inspecter von Meilhaus Electronic erlaubt so dank der TDR-Technik den zerstörungsfreien Blick in das Kabel und das relativ genaue Lokalisieren der Inkonsistenzen. Bild 4 zeigt, wie sich dies in der Praxis darstellt: Die Kabelgüte wird vom ME Cable Inspecter anhand des visuellen Vergleichs mit einem vorher einmalig aufgezeichneten „Golden Master“ getestet. Diese Referenzkurve ist in der Grafik blau dargestellt, die Kurve des aktuellen Prüflings in Gelb. Zu erkennen ist im Bild zudem die Maske um die Referenzkurve. Die Positionen von Anomalien sind deutlich sichtbar und lokalisierbar - auch bei mehreren, aufeinanderfolgenden Kabel- Abschnitten. Nach dem ersten Teilstück mit 2,5 m Länge ist zum Beispiel eine typische Signatur einer hochwertigen Steckverbindung Bild 4: Kabeltest mit der TDR-Technik mit wenig Reflektion zu erkennen. Daran ist ein zweites Kabel mit 5 m Länge per Schraubverschluss angesteckt, welches im gleichen Schritt mitgemessen und abgebildet wird. Das offene Ende des Kabelstranges ist durch einen rapiden Anstieg der Messkurve bis zum Bildschirmrand dargestellt. Die Messung zeigt: Im ersten Teilstück tritt kein Fehler auf. Im zweiten Kabel ist ca. im ersten Viertel eine starke Änderung des Kurvenverlaufes im Vergleich zum Referenzkabel zu beobachten, die Kurve liegt außerhalb des maskierten Toleranzbereichs. Da die Messkurve nach unten verläuft, handelt es sich um einen Kurzschluss (das Kabelende oder Kabelbrüche hingegen stellen einen hochohmigen Widerstand dar und würde den Kurvenverlauf nach oben lenken). Diese Vorgehensweise hat den Vorteil, dass damit auch eine präventive Wartung möglich ist: Schäden am Kabel können schon bei Beginn, also wenn sie noch innerhalb des Toleranzbereiches liegen, erfasst werden und dem Anwender die Entscheidung des Austauschs bereits vor einem Ausfall ermöglichen. Insbesondere in Einsatzbereichen, bei denen es auf absolute Betriebs sicherheit ankommt, zum Beispiel in Veranstaltungstechnik oder Robotik, aber auch in sicherheitsrelevanten Anwendungen der Fahrzeugtechnik, kann dies von allergrößter Wichtigkeit sein. Auch die Software des ME Cable Inspecters unterstützt eine lückenlose Dokumentation. Messprotokolle können unter anderem den Namen des ausführenden Benutzers, Datum und Uhrzeit, Bezeichnung des Prüflings sowie die Messung als Grafik enthalten. Verschiedene Stecker-Typen sind adaptierbar – das Grundgerät ist mit verschiedenen Anschluss-Optionen und/oder Adaptern möglich, darunter viele gängige Verbindertypen der Robotik. Das Gerät hat 10 differenzielle oder 20 singleended Kanäle/Messstellen je Prüfling, die maximal prüfbare Kabellänge ist abhängig von der Impedanz des Prüflings. Das Gerät ist in einen robusten Transportkoffer eingebaut und wird standardmäßig per USB 2.0, optional per Ethernet/ LAN oder WLAN an den PC angeschlossen. Die Versorgung erfolgt über ein externes Netzteil, es ist aber auch ein autarker Betrieb mit Akku denkbar. Fazit Verschiedene Arten von Kabeln sind fast überall in der Industrie zu finden und ihr Ausfall zumindest unangenehm, im schlimmsten Fall aber teuer oder gar gefährlich. Daher ist eine Prüfung in praktisch allen „Lebensphasen“ des Kabels empfehlenswert bis unerlässlich. Angefangen beim Design und dem Erstellen erster Prototypen über die Serien- Produktion inklusive Prüfung/Qualitätssicherung bis hin zum täglichen Einsatz. Dies umfasst Bereiche wie Industrie/Prozesstechnik, Robotik, Steuerung, Audio-, Video-, Bühnen-, Veranstaltungstechnik, Datenübertragung und vieles andere. ◄ PC & Industrie 5/2018 31